
Steam systems occupy a central position in pharmaceutical manufacturing. The sterilization of pharmaceutical products is entirely dependent on a stable supply of steam. Heating processes within chemical reactions also require a steady steam supply, as does the temperature control of the production environment. Without the support of a stable steam supply, most pharmaceutical processes cannot proceed normally. A pharmaceutical boiler system is not merely a simple piece of energy-supply equipment; its operational status directly impacts GMP compliance. Furthermore, the reliability of the sterilization phase is determined by this system. Compared to standard industrial boilers, pharmaceutical boiler systems are subject to far more stringent design requirements, and their operational standards are significantly higher.
Steam is an indispensable medium in pharmaceutical production. From raw material processing to the sterilization of finished products, every critical stage relies on the support of steam. Process steam and clean steam are the two most commonly used types of steam in pharmaceutical manufacturing. There are distinct differences between the applications and requirements for each. Process steam is primarily utilized in stages where there is no direct contact with the product. For instance, heating within HVAC systems falls into this category of application. Heat transfer in heat exchangers also requires process steam, as does the powering of certain equipment. The quality requirements for process steam are relatively lenient; it is sufficient as long as basic steam parameters are met.
Clean steam, conversely, must come into direct contact with pharmaceutical products. It is also required to make direct contact with raw pharmaceutical materials. Furthermore, the interiors of production equipment require direct contact with clean steam. Sterilization-in-Place (SIP) systems cannot function without clean steam. Autoclaves used for sterilizing pharmaceutical packaging also rely on clean steam, as does the heating of raw materials within reaction vessels. Consequently, the purity standards for this type of steam must be extremely rigorous. It must be free of oil-based contaminants, as well as water and other impurities; the presence of any impurities would result in the direct contamination of the pharmaceutical products. The applications of steam within a pharmaceutical plant are extensive. HVAC heating maintains a constant temperature and humidity environment in the workshop. This environment ensures that production meets GMP requirements. Steam is essential for the normal operation of the SIP system. The proper functioning of SIP systems, autoclaves, and core equipment such as reaction vessels is entirely dependent on the availability of steam.
Pharmaceutical steam systems are subject to far more stringent requirements than standard industrial boiler systems. The fundamental reason for this is that they directly impact the quality of the pharmaceutical products. Standard industrial steam is merely required to provide basic thermal energy and does not need to account for contamination-related issues. In contrast, if steam used in pharmaceutical manufacturing contains impurities, it can lead to product contamination and potentially trigger serious quality-related incidents. Pharmaceutical production places exceptionally high demands on steam, requiring rigorous stability in terms of pressure, temperature, and purity. Any fluctuation in these steam parameters could disrupt the production process parameters and, ultimately, compromise the quality of the pharmaceutical products.
Industrial steam, also known as plant steam, is the most basic type of steam used in pharmaceutical plants. It is mainly used in auxiliary processes where there is no contact with pharmaceuticals. For example, it is used for heating in factory areas, cleaning and heating of general equipment, and some power driving. Its quality requirements are relatively lenient, needing only to satisfy basic standards for pressure and temperature. It is permissible for it to contain trace amounts of impurities, and it is not required to meet sterile-grade standards; nevertheless, it serves as a vital energy source for ensuring the basic operational continuity of the facility.
Clean Steam and Pure Steam, conversely, serve as critical media within the core production stages of pharmaceutical manufacturing; the purity standards for these two categories differ. Clean Steam refers to steam that has undergone purification treatment to ensure it is free of oil, water, and solid impurities, while also meeting specific sterility requirements. It is primarily utilized in processes involving direct contact with pharmaceutical raw materials, intermediate products, or the surfaces of production equipment. Pure Steam represents a higher standard than Clean Steam. Its condensate must meet the standards for Water for Injection (WFI) and be free of contaminants such as microorganisms and endotoxins. It is predominantly employed in core processes such as the manufacturing of sterile preparations and the sterilization of sterile equipment.
The quality requirements corresponding to these different steam grades vary significantly, directly influencing the selection of boilers, the choice of piping materials, and the overall system layout. For Industrial Steam, standard industrial boilers may be utilized, with piping typically constructed from ordinary carbon steel. Clean Steam and Pure Steam, however, necessitate the use of specialized clean steam generators. The associated piping must be constructed from corrosion-resistant, non-leaching stainless steel materials, and the system layout must be designed to eliminate "dead legs" (stagnant zones). Furthermore, regulatory bodies such as the GMP and FDA have established explicit requirements regarding steam quality to ensure that the steam does not contaminate pharmaceutical products. Consequently, all relevant validation records must be comprehensive and fully traceable.
The design of a pharmaceutical steam boiler system directly determines the quality, stability, and hygienic integrity of the steam, serving as the core element for ensuring compliant and efficient pharmaceutical production operations. Unlike standard industrial boiler systems, systems intended for pharmaceutical use must be designed around four fundamental pillars: steam quality stability, pressure stability, hygienic design, and condensate management.
The core of boiler capacity design lies in accurately calculating the steam load, which is primarily categorized into two types: continuous load and peak load. Continuous load refers to the volume of steam that the steam system must continuously supply during the pharmaceutical manufacturing process. Examples include the steam required for the continuous heating of reaction vessels and the stable operation of HVAC systems. This type of load is relatively stable and can be precisely calculated using daily production data.
Peak load, conversely, represents the maximum instantaneous steam demand that arises during the production process, with SIP (Sterilization-in-Place) systems and sterilization autoclaves being the primary drivers. During SIP sterilization, equipment consumes a large volume of steam within a short timeframe, thereby creating an instantaneous peak. If the capacity design fails to account for these peak loads, it can result in a sudden drop in steam pressure. Pharmaceutical facilities commonly employ an "N+1" boiler configuration, which effectively enables them to handle such contingencies. Furthermore, when operating multiple boilers simultaneously, care must be taken to avoid simultaneous startups in order to prevent severe pressure fluctuations.

The operating principle of a clean steam generator is straightforward: its core function is to produce pure, impurity-free steam by heating purified water or Water for Injection (WFI). First, the incoming water undergoes pretreatment to remove impurities such as suspended solids and dissolved substances. The water is then heated to its boiling point by a heating element to generate steam. Finally, a steam-water separator is used to remove droplets and residual impurities from the steam to ensure its purity.
The generation of clean steam mandates the exclusive use of purified water or WFI. Ordinary tap water or softened water is unsuitable for this purpose, as the impurities present in such water would contaminate pharmaceutical products or equipment. Furthermore, all system components that come into contact with the steam must be constructed from 316L stainless steel. In terms of sanitary design, the system must adhere to the principles of complete drainability and the elimination of dead legs to prevent microbial proliferation and the accumulation of residual impurities, thereby guaranteeing that the steam quality meets GMP requirements.
The design of steam piping slope is a fundamental requirement, intended to facilitate the drainage of condensate. The piping must be sloped in the direction of steam flow, with a gradient of no less than 1:100. This prevents condensate from stagnating within the pipes and guards against the occurrence of water hammer. Furthermore, it serves to protect both the piping and associated equipment from damage. Steam flow rate control is also crucial, as excessive flow rate will increase pipeline resistance. If the flow rate is too slow, condensation will accumulate. Pharmaceutical steam piping systems adhere to specific standards for normal flow velocity, typically maintained within the range of 20 to 30 m/s.
Thermal insulation of the piping is a vital measure that ensures the stability of steam quality. It minimizes heat loss during steam transmission, thereby guaranteeing that the steam meets the required temperature specifications upon reaching the point of use. Concurrently, it ensures that pressure levels comply with process requirements and protects operating personnel from burns. For long-distance transmission, it is necessary to minimize pipe resistance. This can be achieved through the judicious selection of pipe diameters. Resistance can also be reduced by minimizing the number of elbows and valves, a practice that effectively mitigates pressure drop.
Steam traps are indispensable components within pharmaceutical steam systems. Their primary function is to discharge condensate from steam piping and equipment while simultaneously preventing steam leakage. If condensate is not discharged in a timely manner, it compromises both steam quality and heat transfer efficiency. Furthermore, it can lead to issues such as water hammer and pipe corrosion, thereby disrupting the normal operation of the system.
For clean steam systems, it is essential to select specialized sanitary-grade steam traps, which are constructed from stainless steel. These traps feature an internal design free of dead legs, facilitating easy disassembly and cleaning, and thereby ensuring compliance with GMP sanitary requirements. In pharmaceutical manufacturing, the recovery of condensate is subject to specific restrictions; specifically, condensate that has come into direct contact with pharmaceutical products or sterile equipment must undergo rigorous treatment prior to recovery. Failure to do so risks causing secondary contamination; consequently, robust condensate management protocols must be implemented to mitigate the risks of water hammer and contamination.
Steam dryness is one of the core indicators of steam quality. In pharmaceutical production, the dryness of pure steam needs to be controlled between 0.9 and 1.05. When sterilizing metal carriers, the dryness should not be less than 0.95. Too high or too low dryness will affect the sterilization efficiency. The control of non-condensable gases is equally critical, as these gases impede heat transfer and can result in the formation of "cold spots" within the sterilization chamber. In accordance with pharmacopoeia requirements, the content of non-condensable gases in pure steam must not exceed 3.5% (v/v).
Steam sampling and validation constitute a pivotal stage in ensuring quality; sampling must be conducted at the point of steam usage to ensure that the collected samples are representative. The validation process encompasses Installation Qualification (IQ), Operational Qualification (OQ), and Performance Qualification (PQ). Relevant quality parameters must be tested on a periodic basis. Steam quality directly affects sterilization efficiency and GMP compliance. Substandard quality can lead to incomplete sterilization and may even cause drug quality problems.
Stainless steel is widely utilized in pharmaceutical steam systems, primarily because it satisfies the stringent requirements for corrosion resistance and hygiene inherent to such systems. Since steam and condensate contain varying levels of moisture and impurities, ordinary carbon steel is prone to corrosion and rusting. Rust can contaminate medicines when it gets into steam, while stainless steel has good corrosion resistance. It does not rust, nor does it release harmful substances into the steam.
Pharmaceutical steam systems have extremely high requirements for the corrosion resistance of materials, especially clean steam and pure steam systems. 316L stainless steel is the preferred material of choice, offering superior corrosion resistance compared to standard stainless steel grades. Furthermore, specific standards govern the internal surface roughness of clean steam piping. For gaskets and valves used in sanitary applications, materials must be selected that are non-leaching, corrosion-resistant, and easy to clean. This ensures full compliance with GMP hygiene requirements.
In pharmaceutical manufacturing, different process stages have varying requirements for steam pressure. Consequently, it is necessary to design a multi-pressure-level steam distribution system. Reactor heating requires medium-to-high-pressure steam, whereas HVAC heating and equipment cleaning require low-pressure steam. A multi-pressure-level system enables the precise supply of steam tailored to the specific needs of each stage, thereby preventing energy waste.
Pressure reduction stations serve as the core components for stabilizing and controlling steam pressure. These stations reduce high-pressure steam to the specific pressure levels required by each process stage, while simultaneously making real-time adjustments to ensure stability. It is essential to balance the steam load across different production zones to prevent sudden load surges in any single area, thereby safeguarding against system pressure drops. Automated control systems facilitate the real-time monitoring and automatic adjustment of steam parameters, eliminating the need for frequent manual intervention. Furthermore, these systems record operational data, providing essential documentation to support GMP validation.
The core principles of sanitary piping design are the elimination of dead legs, and ease of cleaning and sterilization. Consequently, the piping layout must be kept simple. It is essential to avoid blind pipes, dead legs, and unnecessary elbows, as these areas are prone to the accumulation of steam and condensate. Furthermore, such locations foster microbial growth and are difficult to effectively treat via Clean-In-Place (CIP) and Sterilization-In-Place (SIP) processes. Piping connections should utilize clamp-style fittings to facilitate easy disassembly and cleaning.
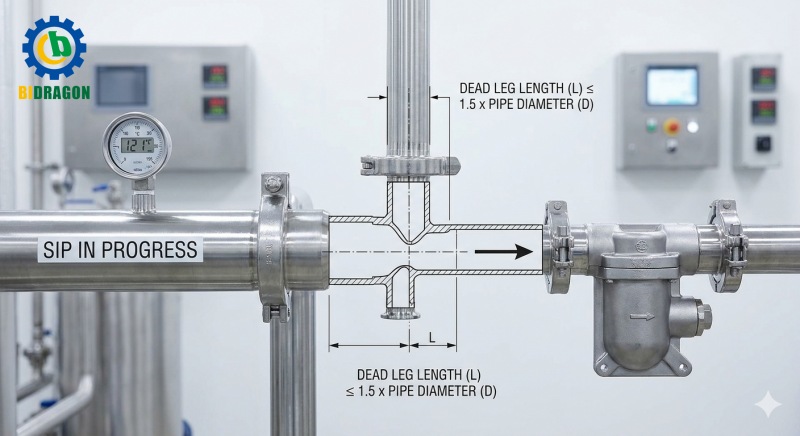
The control of dead legs is a critical focus of sanitary design; in accordance with GMP requirements, the length of any dead leg must not exceed 1.5 times the diameter of the associated piping. The number of dead legs must be minimized through judicious design. Concurrently, the system design must be fully compatible with the SIP sterilization protocol, capable of withstanding the high temperatures and pressures generated during the sterilization process. Under GMP regulations, enterprises are required to establish a comprehensive system of documentation and validation to ensure that system operations remain compliant and that all records are fully traceable.
The boiler safety protection system serves as the foundation for ensuring safe system operation. It primarily encompasses safeguards for pressure, water level, and temperature. This system effectively prevents safety incidents triggered by excessive boiler pressure and mitigates hazards associated with low water levels or boiler flooding. Safety valves and emergency shutdown systems constitute the core components of this safety framework, serving specifically to relieve pressure and initiate emergency shutdowns, respectively. Together, they effectively prevent accidents from escalating further.
Measures to prevent steam leakage must not be overlooked; pipelines, valves, joints, and other components require periodic inspection. Aging seals should be replaced promptly to prevent energy waste and protect personnel from burns. Continuous monitoring and alarm systems track boiler parameters in real time, triggering immediate alerts whenever anomalies occur. This enables operators to take rapid corrective action, thereby effectively preventing safety incidents.
Insufficient boiler capacity is one of the most common problems encountered in pharmaceutical plants. This typically stems from a failure to adequately account for peak load requirements during the design phase, or a failure to upgrade equipment in a timely manner following an expansion of production scale. Such deficiencies lead to unstable steam pressure, thereby disrupting production schedules and compromising sterilization efficacy. Issues regarding condensate discharge are also relatively prevalent. These problems are frequently caused by the improper selection of steam traps, inadequate piping gradients, or pipe blockages, which can subsequently trigger issues such as water hammer and pipe corrosion.
The risk of contamination in clean steam systems primarily originates from the water source, the materials used in equipment construction, and incomplete system cleaning; such contamination poses a direct threat of compromising the purity of pharmaceutical products. Unstable steam pressure has the most direct impact on sterilization processes, as it leads to temperature fluctuations. This prevents the achievement of complete sterilization, which may ultimately result in the failure of sterility testing for pharmaceutical products. Furthermore, the improper selection of steam traps impairs condensate drainage efficiency, thereby disrupting the normal operation of the entire system.
The rational design of a steam boiler system in a pharmaceutical plant is critical to ensuring compliant, efficient, and stable pharmaceutical production operations. It not only bears upon the stability of the energy supply but also directly impacts product quality, sterilization reliability, and GMP compliance. Unlike general industrial boiler systems, pharmaceutical steam systems must simultaneously prioritize steam quality, hygiene, reliability, and operational stability.






