The Circulating Fluidized Bed (CFB) Boiler represents the pinnacle of modern steam generation, utilizing advanced gas-solid fluidization technology to achieve high-efficiency combustion. Unlike conventional boilers, CFB systems maintain fuel and inert bed materials in a fluid-like state using high-velocity airflow. This creates a turbulent, high-intensity mixing environment that ensures complete combustion and superior heat transfer.




At a time when industrial production is booming, the problems of energy efficiency and environmental protection are becoming increasingly serious. On the one hand, all kinds of industrial processes consume a lot of energy, but there is a significant waste of energy; on the other hand, the environmental pollution brought about by the traditional energy utilization methods has also caused great pressure on the ecosystem.
As an effective way to solve these problems, waste heat recovery has gradually become the focus of attention in the industrial field. Among them, waste heat recovery boiler (WHR boiler) is the key equipment in waste heat recovery technology, which plays an irreplaceable role in enhancing thermal efficiency, saving energy and protecting the environment.
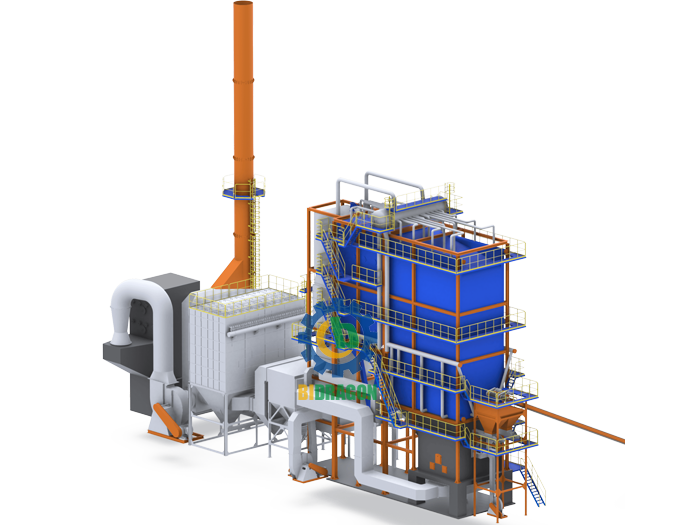
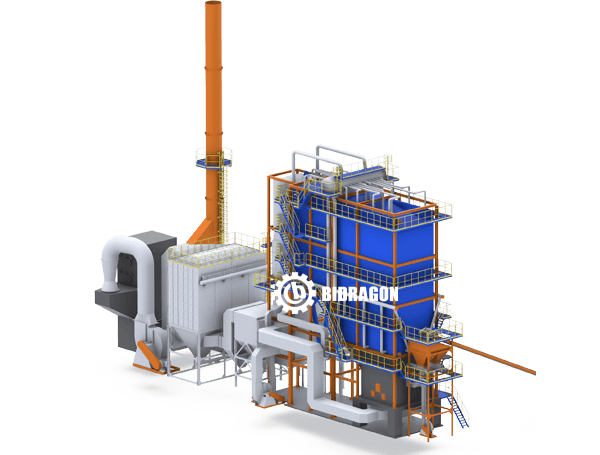
Waste heat recovery boiler is a kind of system specialized in recovering all kinds of waste heat generated in the industrial production process. In the production process of iron and steel, non-ferrous metals, chemical industry, cement and other industries, as well as industrial furnaces, waste incinerators, industrial waste incinerators and other equipment operation, will produce a large amount of waste heat.
Waste heat recovery boilers can convert this waste heat into usable and effective thermal energy, which greatly improves the thermal efficiency of industrial production, realizes energy saving and consumption reduction, and at the same time reduces the environmental pollution caused by energy waste, which is an important booster for the sustainable development of industry .
The source conditions of waste heat emitted from different industrial facilities vary greatly. The gas temperature, pressure, corrosivity, dust content and other factors of waste heat vary under different operating conditions.
For example, gas temperatures of up to 1500°C (2732°F), dust contents of up to 400 g/Nm³ (174 gr/dscf), and SOx contents of up to 40% can occur under certain conditions. Such complex and variable conditions place high demands on the design and manufacture of waste heat recovery boilers, requiring extensive experience and strong technical capabilities.
Companies such as Bidragon are able to provide Waste Heat Recovery Boilers for extreme conditions, while Kawasaki has delivered over 500 Waste Heat Recovery Boilers of all types, and has earned a reputation in the industry for superior quality and reliability.
In boilers fueled by oil, gas, or coal, the combustion of the fuel produces high-temperature flue gases, which release a large amount of heat. The high temperature flue gas firstly enters the furnace, then enters the waste heat recovery device in the front smoke box, then flows through the flue pipe, and then enters the waste heat recovery device in the flue of the rear smoke box.
In this series of processes, the heat of the flue gas is continuously transferred to the water in the boiler system. Eventually, the high-temperature flue gas becomes low-temperature flue gas and is discharged into the atmosphere through the flue pipe. Through such a process, the waste heat recovery boiler makes full use of the heat released by fuel combustion, significantly improves the energy utilization rate, and shows good energy saving effect.
The boiler feed water first enters the economizer. Inside the economizer, the water absorbs heat, increases in temperature, and reaches a temperature slightly lower than the saturation temperature at the pressure of the steam drum, and then enters the boiler drum. The water entering the drum mixes with the saturated water in the drum and then enters the evaporator along the drop tube below the drum.
In the evaporator, the water absorbs heat and begins to evaporate, because only part of the water is converted to steam, so the flow in the evaporator is a vapor mixture. After leaving the evaporator, the vapor-water mixture enters the upper end of the cylinder and is separated by vapor-water separation equipment.
Separated water falls into the water space inside the cylinder, re-entering the descending tube to continue to absorb heat to produce steam; while the steam from the upper end of the cylinder into the heated surface (if you don't need saturated steam, only saturated water vapor, you can omit the heated surface), absorbing heat from saturated water vapor into saturated steam. If there is a demand for reheat steam, additional reheaters can also be installed.
Throughout the boiler system, heat is dissipated at several points, such as flue gas, piping heat loss, boiler exhaust, and warm air from heated rooms. It is this otherwise wasted heat that waste heat recovery boilers utilize to generate additional steam for industrial applications.
The principle of operation is similar to that of a regular boiler, but instead of a burner, the source of energy is the high-temperature exhaust gases generated by the industrial process.
The high-temperature exhaust gases enter a large chamber from the process furnace and come into contact with tubes containing cold water within the chamber, where the heat is transferred to the cold water, causing the water temperature to rise until it reaches the boiling point and is converted to steam. The cooled exhaust gas and the resulting steam are then discharged separately from the boiler. When the heated exhaust gas does not have enough energy to evaporate all the water into steam, an auxiliary burner can be activated to increase steam production.
Advantages of Waste Heat Recovery Boilers
Reduced Operating Costs
The fire tube waste heat recovery boiler requires minimal energy and fuel consumption to operate. Compared to other typical industrial boilers, it offers significant reductions in fuel purchases and operating energy consumption. In terms of long-term operation, this can significantly reduce the capital investment in boiler operation, effectively lowering operating costs and improving the economic efficiency of the enterprise.
Increase Steam Production
Adding a waste heat recovery boiler to an industrial system is equivalent to adding an additional source of steam production. This allows companies to significantly increase steam production capacity to meet growing production demand or to provide steam to support additional industrial processes, helping to expand production and improve productivity.
Reduced Fuel Consumption
Because most of the energy in a waste heat recovery boiler comes from exhaust gases, the amount of fuel required to produce steam, even when an auxiliary burner is required, is far less than in a boiler that relies solely on combustion for heat. As can be seen from actual case data, companies using waste heat recovery boilers can realize significant savings in fuel consumption, further reducing production costs while at the same time reducing their reliance on traditional energy sources.
Reduced Emissions
In most cases, waste heat recovery boilers do not need to burn natural gas or biomass, and therefore do not add significant emissions to the system. Even if an auxiliary burner needs to be activated, the additional emissions generated are much lower than with conventional boilers. This advantage not only meets the requirements of increasingly stringent environmental regulations, but also conforms to the trend of industrial development in the direction of green and clean, and establishes a good environmental image for enterprises.
During the chemical production process, a large amount of waste gas and waste liquid rich in heat energy will be generated. Waste heat recovery boilers can capture this waste heat, on the one hand, to reduce waste emissions, reduce environmental pollution; on the other hand, the recovered heat is converted into steam or hot water, reapplied to the chemical production process, improve the efficiency of energy use, reduce production costs, and achieve a win-win situation for both economic and environmental benefits.
The iron and steel smelting process produces a large amount of high-temperature waste gas, which contains considerable heat energy. Utilizing waste heat recovery boilers to recover this waste heat can provide a stable supply of steam for iron and steel production, meet the thermal energy demand in the production process, effectively reduce the energy consumption of iron and steel enterprises, and enhance the competitiveness of enterprises in the market.
In the process of power production such as thermal power generation and nuclear power generation, the amount of waste heat generated is huge. Waste heat recovery boilers can recycle this waste heat, which not only improves the efficiency of energy utilization and reduces energy waste, but also reduces the environmental pollution caused by waste heat emissions, which is of great significance in promoting the development of the electric power industry in a sustainable direction.
In the manufacturing process of cement, glass and other building materials, a large amount of waste heat will also be generated. Through the application of waste heat recovery boilers, these waste heat can be recycled and utilized to provide the required thermal energy for the production of building materials, reduce the dependence on external energy sources, lower production costs, and at the same time help the building materials industry to achieve the goal of energy saving and emission reduction.
Comparison Between Waste Heat Recovery Boilers And Conventional Boilers
Conventional boilers rely on the combustion of coal, oil, natural gas and other fuels to generate heat; whereas waste heat recovery boilers mainly utilize waste heat generated by industrial processes, and only use auxiliary burners under special circumstances (such as when the waste heat energy is insufficient) without the need for specialized combustion systems, which reduces the demand for conventional fuels from the root.
With no combustion system, the structure of waste heat recovery boilers is relatively simple. At the same time, they utilize the exhaust gases generated by the industrial process as the flow power and do not need to be equipped with fans for ventilation, further simplifying the equipment structure and reducing energy consumption. In contrast, conventional boilers usually have complex combustion chambers and ventilation systems, and the equipment structure is more complicated.
Waste heat recovery boilers are able to operate under multiple pressures, an operation mode that significantly improves heat recovery efficiency. In contrast, many conventional boilers can only be operated at a single or limited pressure, with relatively low heat recovery efficiency. In the heat transfer method, the waste heat recovery boiler mainly relies on convection heat transfer, compared with some conventional boilers to radiation-based heat transfer, more efficient in the waste heat utilization scenario.
Waste heat recovery boilers often use special finned tube design, which can effectively strengthen the heat transfer effect; conventional boilers mostly use membrane water-cooled wall structure. Different heat transfer components design, the boiler's heat transfer performance and the overall operating effect has an important impact, so that the waste heat recovery boiler in the utilization of waste heat more advantageous.
Waste heat recovery boilers play a key role in the industrial field due to their unique working principle and significant advantages. From the definition, workflow to application areas, and then compared with conventional boilers, we clearly see its great value in energy saving and consumption reduction, capacity enhancement, and environmental protection.
With the deepening of the concept of sustainable industrial development, as well as the increasing pressure on energy and the environment, the waste heat recovery boiler is bound to usher in a broader space for development. In the future, its technology is expected to be further innovated and upgraded, and the scope of application will continue to expand, contributing more to the green transformation of global industry.
Under the current trend of energy conservation and environmental protection, CFB boilers have become core equipment in many industries. Whether it's power generation, chemical production, centralized heating, or waste treatment, you can always find their presence.
Compared with traditional boilers, the most significant feature of CFB boilers is their ability to adapt to various fuels and achieve low emissions, which is the core reason why many enterprises choose them. However, many customers and front-line maintenance personnel often have a question.
Why can CFB boilers achieve efficient combustion and low emissions? The answer is simple: it lies in its two cycles - the material cycle and the heat cycle.
These two cycles are not isolated but work together and complement each other to form the core advantage of CFB boilers. Today, from the perspective of front-line engineers, we will break down these two cycles, explain their working principles, functions, and the details to pay attention to during daily operation in plain language.
Many people find the two cycles of CFB boilers complex when they first encounter them. In fact, as long as you grasp the core definitions, it's quite easy to understand. The two cycles refer to the material cycle and the heat cycle, which have clear divisions of labor and are both indispensable.
The material cycle, simply put, is the process in which fuel particles, ash, limestone, and other materials in the boiler repeatedly circulate within the system. It can be further divided into the internal circulation within the furnace and the external circulation outside the furnace.
The heat cycle is the process in which the heat generated by fuel combustion is transferred, recovered, and reused within the boiler system through bed material and flue gas. The core is to fully utilize the heat and reduce waste.
The relationship between the two can be simply summarized as follows: The material cycle is the foundation of combustion and reaction. Without the material cycle, the fuel cannot be burned completely, and desulfurization will not be effective. The heat cycle is the guarantee of energy utilization efficiency. Without the heat cycle, the heat generated by combustion will be lost in large quantities, and the boiler efficiency will not increase.
Now let's delve into these two cycles respectively and see how they work and how they collaborate to enhance the performance of the boiler.
Material circulation is the core of a CFB boiler and the key to achieving efficient combustion and low emissions. The entire circulation is divided into two parts: the internal circulation and the external circulation. Although they have different functions, they work together to ensure the repeated utilization and full reaction of materials.
As the name suggests, the internal circulation occurs within the furnace and does not require external equipment. It is the main component of the material circulation.
Its movement path is clear: fuel particles are carried upward by the gas flow in the furnace. After rising to a certain height, they will gradually gather together due to gravity and the wall effect, and then fall along the furnace wall. Once they reach the bottom of the furnace, they will be blown up again by the rising gas flow, forming a repetitive cycle of rising → gathering → wall descent → rising again.
The formation of this cycle mainly relies on three factors: the carrying force of the gas flow, the weight of the particles themselves, and the effect of the furnace wall. It is a self-formed cycle without the need for external equipment such as separators and return feeders.
A key feature of the internal circulation is its large circulation volume. Its volume is approximately 3 to 5 times that of the external circulation, meaning that the majority of the material circulation process takes place within the furnace.
The internal circulation also has practical functions. It extends the residence time of fuel particles in the furnace, allowing the fuel sufficient time to burn fully and reducing the waste of unburned carbon. Additionally, the repeated tumbling of particles enhances the gas-solid mixing, making the temperature in the furnace more uniform and avoiding local high temperatures, thereby reducing the risk of coking.
Moreover, a uniform temperature field can improve heat transfer efficiency, enabling the heat generated by fuel combustion to be transferred more efficiently to the heat exchange surfaces, laying the foundation for subsequent heat circulation.
Unlike the internal circulation, the external circulation requires external equipment to form a complete closed loop. Its core function is to further enhance combustion efficiency and desulfurization effect, serving as an important supplement to the material circulation.
The complete path of the external circulation is clear: furnace → cyclone separator → return feeder → dense phase zone of the furnace. These three devices each have their own roles and are indispensable for ensuring the smooth operation of the external circulation.
The specific working process is as follows: after fuel combustion in the furnace, the generated flue gas will carry a portion of fine particles, including unburned carbon particles, combustion ash, and limestone particles used for desulfurization, all of which are discharged from the furnace.
When these flue gases carrying fine particles enter the cyclone separator, the separator will separate the fine particles from the flue gas, and the clean flue gas will enter the tail flue. The separated fine particles will be sent back to the return feeder through the return valve and then returned to the dense phase zone of the furnace to continue participating in combustion and desulfurization reactions.
The external circulation has several advantages. Firstly, it allows unburned carbon particles to return to the furnace for combustion, significantly increasing the fuel burnout rate and reducing fuel waste. Secondly, limestone particles can repeatedly participate in desulfurization reactions, enhancing desulfurization efficiency without the need for excessive additional desulfurization agents. Finally, the high-temperature particles returned to the furnace can help stabilize the furnace bed temperature, ensuring the stable operation of the boiler.
Here is a key point that requires special attention during daily operation: the unobstructed operation of the return system. If the return feeder gets clogged or cokes, the external circulation will be interrupted, directly leading to abnormal furnace bed temperature, unstable combustion, and even forced shutdown.
In addition, the separation efficiency of the cyclone separator is also crucial. If the separation efficiency decreases, a large amount of fine particles will be carried out with the flue gas, not only reducing the effectiveness of the external circulation but also increasing the wear of the tail flue, affecting the long-term operation of the boiler.
Many people tend to confuse the inner circulation with the outer circulation. In fact, as long as you grasp a few key differences, you can quickly distinguish between them. Below, we will use simple comparisons to help you clarify the differences between the two:
|
Feature |
Internal Circulation |
External Circulation |
|
Location of occurrence |
Inside the furnace |
Outside the furnace |
|
Dependence on equipment |
No |
Yes (separator + return valve) |
|
Circulation amount |
Large (dominant) |
Small |
|
Core function |
Mixing and temperature stabilization |
Burnout and desulfurization |
Simply put, the internal circulation is responsible for stability, ensuring uniform furnace temperatures and thorough mixing of materials; the external circulation is responsible for cleanliness, ensuring complete fuel combustion and thorough desulfurization. It is through the synergy of these two processes that the material circulation system achieves its maximum effectiveness.
If material circulation addresses the question of "how to burn," then heat circulation addresses the question of "how to effectively utilize the generated heat." The heat produced by fuel combustion is not consumed in a single, one-off process; rather, through circulation, it undergoes maximum recovery and utilization—a key factor contributing to the high efficiency of CFB boilers.
The starting point of the heat circulation cycle is the combustion of fuel within the furnace. Upon entering the furnace, the fuel undergoes complete combustion at a bed temperature of 850–900°C, releasing a substantial amount of heat.
This heat is not allowed to dissipate directly; instead, it is rapidly absorbed and carried away by the bed material and flue gas present within the furnace. The bed material serves as the primary carrier of heat; it rapidly stores thermal energy and subsequently flows through the furnace as part of the material circulation cycle.
The heat-laden bed material and flue gas come into contact with the water-cooled walls and various heat-absorbing surfaces within the furnace, transferring their thermal energy to these surfaces. Upon absorbing this heat, the heat-absorbing surfaces heat the water flowing inside them, converting it into steam. This steam can then be utilized for power generation or district heating, thereby meeting the production and operational demands of the enterprise.
Circulating ash (specifically, the high-temperature particulate matter participating in the material circulation cycle) plays a pivotal role in the heat circulation process. As these high-temperature particles circulate, they carry a significant amount of thermal energy back into the furnace, thereby facilitating the redistribution of heat within the combustion chamber.
It is precisely because of this heat recirculation provided by the circulating ash that the furnace temperature remains stable within the optimal range of 850–900°C. This specific temperature range is critical: it not only ensures complete fuel combustion and maximizes the desulfurization efficiency of limestone but also prevents issues such as slagging or clinkering caused by localized overheating.
Without the heat recirculation provided by the circulating ash, the furnace temperature would experience drastic fluctuations; this would not only compromise combustion efficiency and desulfurization performance but also significantly increase the operational risks associated with the boiler.
Waste Heat Recovery from Flue Gas
After passing through the furnace chamber and heat exchange surfaces, the flue gas generated by fuel combustion still retains a certain amount of thermal energy. CFB boilers recover and utilize this residual heat through downstream components—specifically, the economizer and the air preheater—thereby further enhancing the boiler's overall thermal efficiency.
The function of the economizer is to utilize the waste heat from the flue gas to preheat the boiler feedwater. Consequently, the feedwater attains a certain temperature before entering the furnace chamber, which reduces the thermal energy required for fuel combustion and lowers overall energy consumption.
The air preheater, conversely, utilizes the flue gas's waste heat to elevate the temperature of the combustion air entering the furnace. Raising the inlet air temperature facilitates faster and more complete fuel combustion; simultaneously, it mitigates the impact of cold air on the furnace temperature, thereby helping to maintain a stable bed temperature.
The core value of heat circulation lies in ensuring the full utilization of the thermal energy generated by fuel combustion, thereby minimizing waste. Specifically, it stabilizes the boiler's combustion conditions and mitigates operational risks associated with temperature fluctuations.
Furthermore, through the recovery and reuse of thermal energy, heat circulation improves energy utilization efficiency and reduces fuel consumption, thereby lowering a company's operating costs. Additionally, a stable bed temperature and efficient heat transfer facilitate low-emission boiler operation, ensuring compliance with environmental regulations.
We have previously discussed the material circulation and heat circulation cycles individually; however, these two cycles are not isolated entities. They share a close synergistic relationship, and it is only when they operate in perfect harmony that a CFB boiler can achieve its optimal performance.
Material circulation serves as the carrier medium for heat circulation. Without the circulation of solid materials, the bed material would be unable to transport thermal energy as it flows through the furnace chamber, rendering the uniform transfer and recovery of heat impossible.
Conversely, heat circulation provides the stable thermal environment necessary for material circulation. Without the stable bed temperature maintained by heat circulation, the fuel would fail to combust completely; consequently, the material circulation cycle would lose its functional significance—or indeed, might even cease to operate normally.
Simply put, material circulation and heat circulation play complementary roles: one provides the carrier medium, while the other provides the necessary conditions. They are mutually dependent and mutually reinforcing.
It is precisely due to the synergistic interaction of these two circulation loops—the material circulation and the heat circulation—that the CFB boiler is able to achieve high combustion efficiency and high desulfurization efficiency, while simultaneously ensuring stable operation, energy conservation, and reduced consumption.
High combustion efficiency is attributed to the repeated cycling of materials, which provides the fuel with sufficient residence time to burn completely; high desulfurization efficiency results from the repeated utilization of limestone particles, thereby maximizing their desulfurization potential; and the stable operating state—along with reduced energy consumption—is the combined result of the interplay between the heat circulation and the material circulation.
Material circulation ensures efficient combustion; heat circulation ensures stable operation and significant cost savings. Although simple, this statement precisely encapsulates the core functions of the two circulation loops; by keeping this in mind, one can quickly grasp the fundamental value of these two processes.
Having understood the principles and synergistic interactions of the two circulation loops, the more critical step is to apply this knowledge to daily operations. Drawing upon frontline operational experience, we have summarized several common issues related to these two circulation loops, along with corresponding optimization suggestions, with the aim of helping operators avoid malfunctions and maintain stable boiler operation.
The most common issue is blockage of the material return device (return leg). This is the primary cause of interruptions in the external circulation loop, typically resulting from excessively high temperatures within the return device—leading to material coking—or from the presence of oversized material particles.
The second most common issue is a decline in separator efficiency. This manifests as a significant quantity of fine particles being entrained in the flue gas and discharged, leading to a reduction in the external circulation rate, a subsequent drop in both combustion efficiency and desulfurization efficiency, and an exacerbation of erosion within the downstream flue gas ductwork.
Another issue involves fluctuations in bed temperature. These fluctuations are predominantly linked to impeded internal circulation or an imbalance in the heat circulation loop; excessively high bed temperatures can easily lead to material coking, whereas excessively low temperatures result in incomplete fuel combustion.
Additionally, the problem of coking (clinker formation) is frequently encountered. This is primarily caused by localized overheating or impeded material circulation, which causes fuel or bed material to adhere to and solidify on the furnace walls, thereby disrupting the boiler's normal operation.
To address these issues, we offer several practical optimization suggestions. First, it is essential to optimize the gas-solid fluidization state by adjusting the airflow volume and the material circulation rate to ensure the smooth, unimpeded flow of both the internal and external circulation loops.
Second, the separator should be inspected regularly. Any accumulated ash or debris within the separator must be removed promptly to maintain its separation efficiency, thereby preventing any negative impact on the external circulation loop caused by a decline in separation performance. Furthermore, it is crucial to prioritize ensuring the unimpeded flow of the material return system. The return valve and material returner should be inspected regularly; any issues involving coking or blockages must be addressed promptly. If necessary, the parameters for the return air can be adjusted to guarantee a smooth return flow.
Finally, precise control over fuel and air supply is essential. Based on the specific characteristics of the fuel being used, the coal feed rate and air intake volume should be adjusted to maintain a stable furnace bed temperature within the range of 850–900°C, thereby preventing localized overheating or excessively low temperatures.
At this juncture, it should be clear that the numerous advantages of CFB boilers stem primarily from these two core circulation mechanisms. It is precisely because of the synergistic interplay between the material circulation and the heat circulation that CFB boilers have secured such a prominent position within the industry. The specific advantages are outlined below:
Strong Fuel Adaptability: Whether utilizing low-grade fuels—such as coal with low calorific value, high ash content, or high moisture levels—or alternative sources like coal gangue, coal slime, and biomass, CFB boilers can combust them efficiently. This eliminates the need for complex fuel preparation processes, thereby helping enterprises reduce their fuel costs.
High Desulfurization Efficiency: Thanks to the material circulation mechanism, limestone particles can repeatedly participate in desulfurization reactions. This allows for the achievement of high desulfurization efficiency—meeting stringent environmental requirements for ultra-low emissions—without the need for extensive additional desulfurization equipment.
Low NOx Emissions: Since the furnace bed temperature is maintained stably within the 850–900°C range, this specific temperature window effectively inhibits the formation of nitrogen oxides (NOx). Consequently, low NOx emission levels can be achieved without the necessity of complex denitrification equipment.
Stable Operation: Benefiting from the synergistic action of the two circulation loops, key boiler parameters—such as bed temperature and pressure—remain highly stable. The boilers offer a wide load adjustment range, enabling them to adapt to various operating conditions and significantly reducing the probability of operational faults or unplanned shutdowns.
A Point of Emphasis: The fundamental source of all these advantages lies precisely in the two circulation mechanisms inherent to CFB boilers. By fully grasping the principles of these two circulation loops, one effectively grasps the core competitive advantage of CFB boiler technology.
The two circulation mechanisms within CFB boilers constitute the core foundation for their high efficiency, low emissions, and stable operation. Material circulation serves as the basis for combustion and chemical reactions; through the synergy of internal and external loops, it facilitates complete fuel combustion and highly efficient desulfurization. Heat circulation, meanwhile, ensures the efficient utilization of energy and maintains the stability of the furnace bed temperature. Only when these two mechanisms operate in smooth synergy can the boiler achieve safe, economical, and long-term operation. By keeping this core principle in mind during the equipment selection, operation, and maintenance phases, operators can effectively mitigate potential faults and fully leverage the inherent advantages of the equipment.
In industrial production, steam boilers serve as indispensable core equipment; from food processing to chemical manufacturing, virtually every industry requiring a continuous source of heat or power relies on their support. The performance of a steam boiler directly impacts production efficiency, operating costs, and compliance with environmental standards.
Among the many types of boilers available, the AFBC boiler is a highly specialized form of fluidized bed boiler—specifically, an Atmospheric Fluidized Bed Combustion Boiler. Compared to traditional boilers, its most distinctive feature is the utilization of fluidized combustion technology at atmospheric pressure. This approach allows it to generate steam stably while simultaneously addressing environmental concerns and offering superior fuel flexibility.
Simply put, the core logic behind an AFBC boiler is straightforward: within an atmospheric environment, fuel particles are suspended and combusted within an upward-flowing stream of air, creating a state resembling fluid flow. This process facilitates more uniform combustion and heat transfer, ultimately achieving highly efficient, clean, and flexible steam generation.
Let's begin with a simple, accessible definition: An AFBC boiler is a specific type of Fluidized Bed Boiler (FBC boiler) that operates entirely at atmospheric pressure, requiring no high-pressure environment. Its core mechanism involves suspending fuel particles—such as coal, lignite, or biomass—within an upward-blowing stream of air to form a "fluidized bed"; the combustion of the fuel takes place entirely within this bed layer.
Its fundamental principle is "fluidization": when the velocity of the airflow reaches a certain threshold, the previously static solid particles are lifted by the air stream, exhibiting characteristics similar to a flowing liquid. This fluid-like state ensures intimate contact between the fuel and the air, resulting in more uniform combustion and a more balanced distribution of heat, thereby preventing issues such as localized overheating or incomplete combustion.
Compared to the traditional boilers we commonly encounter, AFBC boilers present several distinct differences—differences that are readily apparent in actual operational practice.
A significant distinction is the lower combustion temperature: whereas traditional boilers typically operate at combustion temperatures exceeding 1000°C, AFBC boilers maintain their combustion temperatures within a controlled range of 800°C to 900°C. This temperature range ensures both the complete combustion of fuel and a reduction in the generation of nitrogen oxides (NOx)—since the prolific formation of NOx is typically associated with high-temperature combustion.
Furthermore, it offers superior adaptability to low-grade fuels. Traditional boilers burn fuels with low calorific values and high impurity levels—such as coal gangue, inferior-quality coal, and biomass waste—inefficiently and are prone to slagging; however, by leveraging the characteristics of fluidized-bed combustion, AFBC boilers can effectively utilize these types of fuels, thereby lowering fuel costs for enterprises.
Currently, AFBC boilers are widely deployed across numerous industries—including food processing, rice milling, textiles, and chemical manufacturing. They are suitable for any application requiring a continuous and stable supply of steam, and are particularly well-suited for enterprises facing stringent environmental regulations or relying on diverse and complex fuel sources.
Many customers ask me if AFBC boilers, which look complex, are difficult to understand in practice. In fact, this is not the case; the operating process can be broken down into several sequential steps, and it becomes clear when examined step by step.
The benefits of this fluidized state are clear: it ensures an exceptionally uniform temperature distribution within the bed, significantly increases the contact area between fuel particles and air, accelerates heat transfer, and prevents localized overheating or underheating.
Generally, the operating efficiency of AFBC boilers can reach 85% to 90%, which is considered relatively high among industrial boilers and helps enterprises effectively reduce energy costs.
The cyclone separator first removes large particulate matter from the flue gas; the economizer and air preheater further recover residual heat from the flue gas; and finally, the electrostatic precipitator thoroughly filters out fine dust, ensuring that the discharged flue gas complies with national pollution emission standards.
These ash and slag are not waste; bottom ash and fly ash can be used in the production of cement and bricks, as well as for backfilling in construction projects, thereby achieving resource recycling and reducing waste emissions.
Having covered the basic operating steps, we will now delve into the core processes to help you better understand the boiler’s operational logic and identify minor issues during daily operation.
The operational performance of an AFBC boiler relies on the coordination of all its components, much like the parts of a machine—each is indispensable. Below, we introduce several core components, along with their functions and important considerations.
Fuel Supply System: Primarily responsible for delivering fuel uniformly and steadily into the fluidized bed. There are two common feeding methods: bottom pneumatic feeding and top feeding.
Bottom pneumatic feeding uses high-pressure air to blow fuel particles from the bottom of the bed into the fluidized bed. Its advantages include uniform feeding and rapid mixing of the fuel with the bed material. Surface feeding, on the other hand, involves spreading the fuel directly onto the surface of the fluidized bed, making it suitable for fuels with slightly larger particles that are not easily lifted by the airflow. Companies can select the appropriate feeding method based on their specific fuel type.
Air Distribution System: Also known as an air distributor, this component is installed at the bottom of the boiler and is a key element in forming the fluidized bed. Its function is to distribute air uniformly across the entire bed surface, ensuring that all particles within the bed are suspended by the airflow to achieve uniform fluidization and prevent localized poor fluidization or slagging.
To protect the air distributor, a refractory lining is typically applied to its surface, or a static bed layer and water-cooled wall tubes are installed to prevent damage from high temperatures and particle erosion. If air distribution is uneven, it can easily lead to localized particle settling, creating “dead zones” that affect normal boiler operation.
Bed and In-Bed Heat Transfer Surfaces: The bed is classified into shallow and deep beds. Shallow beds have a lower height and faster fluidization velocity, making them suitable for small boilers; deep beds have a greater height, more stable fluidization, and higher combustion efficiency, making them suitable for large industrial boilers.
The in-bed heat transfer surfaces primarily consist of various tube bundles, which can be installed horizontally, vertically, or at an angle. Their function is to absorb the heat generated by fuel combustion and transfer it to the feedwater. Many factors influence the heat transfer efficiency of the heat transfer surfaces, such as bed pressure, temperature, gas flow velocity, and particle size; these parameters require close monitoring during daily operation.
Ash and Slag Handling System: This system is primarily divided into two parts: bottom ash handling and fly ash handling. Bottom ash handling employs mechanical ash removal methods; depending on the boiler load, either continuous or intermittent ash removal can be selected to ensure that bottom ash does not accumulate at the bed bottom and impair fluidization.
Fly ash handling employs a multi-stage collection process: large fly ash particles are first captured by cyclone separators, followed by the collection of fine fly ash via baghouse filters or electrostatic precipitators, ensuring that fly ash is not emitted with the flue gas. Both collected fly ash and bottom ash can be recycled, thereby reducing the company’s waste disposal costs.
Many enterprises choose AFBC boilers primarily because they value their practicality and economic efficiency. The advantages of these boilers are not merely theoretical claims; In terms of operating efficiency, AFBC boilers have very high combustion efficiency, especially in the utilization rate of low-grade fuels, which is much higher than that of traditional boilers. This is because fluidized combustion facilitates thorough contact between the fuel and air, thereby avoiding the issues of fuel accumulation and incomplete combustion often encountered in traditional boiler systems.
Furthermore, the combustion temperature in AFBC boilers is relatively low, preventing the melting and slagging (clinkering) of ash residues. This reduces the downtime required for cleaning caused by slagging, thereby extending the boiler's continuous operating duration. Simultaneously, low-temperature combustion minimizes the generation of nitrogen oxides (NOx), eliminating the need for additional denitrification equipment and resulting in savings on capital investment.
Regarding design, AFBC boilers feature a relatively compact footprint. Due to their high heat transfer efficiency, they require less floor space than traditional boilers to achieve the same steam generation capacity, making them an ideal choice for enterprises with limited site availability. Additionally, they offer rapid start-up and shut-down capabilities; they can quickly reach their rated load after ignition and cool down rapidly upon shut-down, making them well-suited for production environments that require frequent cycling.
Fuel flexibility is a major highlight of AFBC boilers. Unlike traditional boilers, which often impose strict requirements on fuel quality, AFBC boilers can combust a wide variety of materials—ranging from conventional fuels such as coal and lignite to low-grade fuels like biomass, agricultural waste, and coal gangue. They are even capable of co-firing multiple types of fuel simultaneously.
This feature is highly practical for enterprises with diverse fuel sources or those sensitive to fuel costs, as it effectively reduces fuel procurement expenses while simultaneously enabling the productive utilization of waste materials.
In terms of environmental protection and maintenance, AFBC boilers also offer distinct advantages. By introducing limestone into the fluidized bed, the boilers can effectively capture sulfur dioxide (SOx) generated during combustion. When combined with the reduction in nitrogen oxides achieved through low-temperature combustion, the system can easily meet environmental emission standards without the need for substantial additional investment in pollution control equipment.
Moreover, AFBC boilers experience minimal ash accumulation and reduced corrosion of heat-transfer surfaces. Consequently, routine maintenance is straightforward—requiring no complex procedures—and maintenance costs are significantly lower than those associated with traditional boilers, thereby alleviating the operational and maintenance burden on enterprises.
Industrial Applications of AFBC Boilers
AFBC boilers are highly adaptable and can be utilized in virtually any industry requiring a continuous supply of steam. The following section outlines their practical application scenarios across specific sectors, allowing readers to identify relevant examples applicable to their own industries.
In rice milling plants, the application of AFBC boilers is extensive. The rice milling process generates substantial quantities of rice bran and husks—both excellent sources of biomass fuel. Previously, much of this material was discarded as waste; however, it can now be combusted in AFBC boilers to generate steam for use in milling, drying, and other operations. This approach simultaneously resolves waste disposal issues and reduces fuel costs.
In the plywood and furniture industries, manufacturing processes produce large volumes of waste materials such as sawdust and wood veneers. These waste products possess a moderate calorific value, making them suitable for use as fuel in AFBC boilers. The resulting steam can be utilized for operations such as wood drying and hot-press molding, thereby enabling the resource-efficient recycling of waste materials and lowering production costs for enterprises.
The chemical and textile industries have a substantial demand for steam, requiring it to be delivered at stable pressures and with high purity. AFBC boilers are capable of continuously and stably generating high-temperature, high-pressure steam, thereby meeting the requirements of continuous production processes such as chemical reactions and textile dyeing/printing. Furthermore, their robust environmental performance ensures compliance with the stringent environmental regulations applicable to the chemical and textile sectors.
The food processing and dairy industries impose rigorous hygiene standards on steam, strictly prohibiting the presence of impurities or contaminants. AFBC boilers achieve complete combustion, producing pure steam that poses no risk of contamination to food or dairy products. Consequently, they are ideally suited for applications such as food sterilization, drying, and dairy processing, thereby safeguarding product quality.
The pharmaceutical and paper manufacturing industries demand precise control over steam temperature and pressure parameters. AFBC boilers offer exceptional operational stability, enabling the precise regulation of steam parameters to meet the diverse requirements of various stages within pharmaceutical and paper production processes. Additionally, their characteristics of low emissions and minimal maintenance requirements serve to reduce both operational/maintenance costs and environmental compliance burdens for these enterprises.
The AFBC boiler is a highly efficient industrial steam-generating device that utilizes atmospheric fluidized bed combustion technology to achieve complete fuel combustion and uniform heat transfer. Its low-temperature combustion range (800–900°C) effectively mitigates issues such as incomplete combustion, slagging, and environmental pollution. Moreover, the system demonstrates high fuel flexibility, enabling the efficient utilization of low-grade fuels. For enterprises requiring a continuous and stable steam supply—and prioritizing both cost-efficiency and environmental protection—it stands as the preferred solution, offering simple maintenance and stable operation.
Industrial boilers constitute one of the core components of modern industrial production and power supply infrastructure. Whether providing the steam and hot water required for factory operations or facilitating power generation at utility plants, the stable operation of boilers is indispensable. Acting as the "heart" of the industrial system, they provide continuous energy support for a wide array of production activities.
Among the many types of industrial boilers available, the CFBC boiler has gradually emerged as a leading choice. CFBC stands for Circulating Fluidized Bed Combustion Boiler. Distinguished by its unique combustion method, this type of boiler demonstrates exceptional advantages in terms of both energy utilization efficiency and environmental emission control.
Today, as global standards for energy efficiency and environmental protection continue to rise, CFBC boilers are playing an increasingly critical role across various industrial sectors, including power generation, chemical manufacturing, and metallurgy.
Simply put, a CFBC boiler is an industrial boiler designed to combust fuel within an environment characterized by a high concentration of bed material. Unlike traditional boilers, where combustion takes place on a stationary grate, the CFBC process utilizes airflow to maintain the fuel in a suspended state.
Within a CFBC boiler, the fuel and ash particles are subjected to a stream of primary air, creating a "fluidized state" that mimics the flow characteristics of a liquid. In this fluidized state, the fuel particles are able to achieve intimate contact with the combustion air, thereby facilitating a more uniform and complete combustion process.
The core operating logic of a CFBC boiler centers on suspending the bed material in a stream of air, causing it to exhibit fluid-like flow characteristics. The formation of this fluidized state relies primarily on a continuous supply of primary air; the airflow velocity is precisely regulated—sufficient to suspend the bed material, yet not so strong as to blow it directly out of the furnace chamber.
The combustion temperature is strictly controlled within the range of 800–900°C. This temperature window, validated through extensive long-term practical application, represents the optimal range for ensuring both complete fuel combustion and the effective control of pollutant generation.
Traditional pulverized coal boilers typically operate at combustion temperatures ranging from 1300°C to 1700°C; in contrast, the combustion temperatures in CFBC boilers are significantly lower. These lower combustion temperatures reduce the generation of pollutants—such as nitrogen oxides (NOx)—at the source, constituting one of the primary foundations of the CFBC boiler's environmental advantages.
The combustion process in a CFBC boiler begins with the mixing of fuel, ash, and bed material. Once these materials are introduced into the furnace chamber, primary air is injected from the bottom of the chamber, generating intense turbulence.
This turbulence thoroughly agitates the fuel, ash, and bed material particles, suspending them within the furnace space. This suspended state ensures that every fuel particle comes into intimate contact with the air, thereby eliminating the issue of localized incomplete combustion often encountered in traditional boilers.
The circulation system is the most distinctive feature of a CFBC boiler—indeed, it is the very source of the word "Circulating" in its name. During the combustion process, a portion of the unburned fuel particles and ash is carried out of the furnace chamber along with the flue gas.
These particles are captured and separated by cyclone separators located at the rear of the boiler, after which they are returned to the furnace chamber via a recirculation system for secondary combustion. This continuous circulation process not only enhances fuel utilization efficiency but also serves to further reduce pollutant emissions.
CFBC boilers employ a staged air supply strategy; in addition to the primary air introduced at the bottom, secondary air is injected into the furnace chamber at various vertical levels. This design enables effective control over the combustion temperature within the furnace, preventing the occurrence of localized overheating. Furthermore, staged air supply facilitates a more uniform mixing of air and fuel; while enhancing combustion efficiency, it simultaneously reduces the generation of nitrogen oxides, thereby further bolstering its environmental performance.
The widespread application of CFBC boilers in the industrial sector is inextricably linked to their unique structural and design characteristics. These features not only guarantee efficient and stable operation but also serve to lower operation and maintenance costs.
The boiler is equipped with a water-cooled, high-temperature cyclone separator capable of operating stably in high-temperature environments; this component effectively separates solid particles from the flue gas, providing a reliable safeguard for the circulation system. Another key feature is its high-concentration solids circulation, which ensures the full utilization of fuel energy through the continuous recycling and combustion of materials.
Unlike traditional fluidized bed boilers, CFBC boilers do not require the installation of submerged tubes; this significantly reduces the abrasion of internal piping caused by circulating bed materials, thereby extending the service life of the equipment. Moreover, the combustion chamber features a relatively small cross-section, occupying less floor space and making it suitable for installation in a wide variety of site configurations.
Additionally, CFBC boilers feature fewer fuel feed points, which simplifies the structure of the fuel feeding system. Concurrently, they possess excellent load-following capabilities, allowing for flexible adjustment of power output in response to production demands and enabling adaptation to the operational requirements of diverse working conditions.
A major standout advantage of CFBC boilers is their extremely low requirements for fuel and their exceptional adaptability. They can burn not only conventional coal but also low-calorific-value fuels, such as coal gangue and oil shale.
Furthermore, biomass fuels and industrial waste can also be combusted stably within CFBC boilers. This broad fuel adaptability allows enterprises to make flexible choices based on local fuel resource availability, thereby reducing fuel procurement costs.
CFBC boilers boast high combustion efficiency, a benefit primarily derived from two factors. On one hand, fuel particles remain in the furnace chamber for an extended period, allowing for complete combustion and minimizing the waste associated with unburned fuel.
On the other hand, the material in its fluidized state achieves extensive contact with the heat-absorbing surfaces; this results in high heat transfer efficiency, enabling the rapid transfer of combustion-generated heat to the working fluid and thereby enhancing overall energy utilization efficiency.
Environmental performance constitutes one of the core competitive strengths of CFBC boilers. Because combustion temperatures are maintained within the 800–900°C range, the generation of nitrogen oxides (NOx) is significantly reduced, allowing emission standards to be met without the need for complex denitrification equipment.
Regarding sulfur dioxide (SO2) control, CFBC boilers allow for the direct injection of limestone into the furnace chamber for desulfurization. This process achieves a desulfurization efficiency of 90–95%, eliminating the need to construct separate desulfurization facilities and thereby simplifying the overall environmental treatment process.
CFBC boilers exhibit high operational stability and are resistant to slagging. The relatively low combustion temperatures prevent localized overheating within the furnace chamber, thereby reducing the risks of slag accumulation on furnace walls, as well as corrosion and scaling in the boiler tubes.
The equipment boasts high availability and a low incidence of malfunctions, resulting in relatively light daily maintenance workloads. Even in the event of minor faults, rapid troubleshooting and resolution are possible, minimizing downtime and ensuring the continuity of production operations.
From a long-term operational perspective, CFBC boilers offer effective cost savings for enterprises. On one hand, they can utilize inexpensive, low-calorific-value fuels or waste materials as feedstock, thereby drastically reducing fuel procurement costs.
On the other hand, their inherent capabilities for effective desulfurization and denitrification eliminate the need for substantial capital investment in expensive flue gas treatment systems, while simultaneously reducing the ongoing operational costs associated with environmental compliance.
The AFBC, or Bubbling Fluidized Bed Boiler, represents an earlier generation of fluidized bed boiler technology. It features a relatively simple structure and lower capital investment costs; however, it operates on a smaller scale, making it best suited for use by small and medium-sized enterprises.
The CFBC builds upon the AFBC design by incorporating a material circulation system. This enhancement results in higher combustion efficiency and greater fuel flexibility for the CFBC, enabling it to meet the large-scale operational demands of major industrial facilities and power plants. However, its structural complexity is relatively higher, and its initial investment cost is slightly greater.
PC boilers—also known as pulverized coal boilers—are a widely utilized type of boiler in conventional power plants. While they feature mature technology, high combustion temperatures, and stable output, their drawbacks are also quite evident: excessively high combustion temperatures result in significant emissions of pollutants such as nitrogen oxides, necessitating the installation of complex flue gas treatment systems.
In contrast, CFBC boilers center on low-temperature combustion to minimize pollutant generation at the source, thereby offering distinct environmental advantages. Furthermore, they demonstrate superior fuel flexibility compared to PC boilers, capable of efficiently burning a wide variety of low-grade fuels; however, in terms of technological maturity within large-scale power plant applications, they currently lag slightly behind PC boilers.
Leveraging their strong fuel adaptability and characteristics of being both eco-friendly and highly efficient, CFBC boilers have found widespread application across numerous industrial sectors. They are particularly well-suited for projects with stringent environmental requirements and complex fuel supply sources.
In regions with strict environmental regulations, the low-emission advantage of CFBC boilers allows them to easily meet local environmental standards, thereby avoiding penalties associated with exceeding emission limits. Furthermore, they are suitable for use in large-capacity power plant boilers and supercritical steam power generation projects, providing efficient and environmentally sound solutions for electricity production.
Additionally, within Combined Heat and Power (CHP) systems, CFBC boilers are capable of simultaneously generating both electricity and thermal energy. This enables the cascaded utilization of energy resources, significantly enhancing overall energy efficiency, and makes them ideal for meeting the centralized energy supply needs of industrial parks and large-scale enterprises.
Beyond the aforementioned low-emission characteristics, CFBC boilers demonstrate further outstanding performance in terms of environmental protection, aligning perfectly with global trends toward green development.
They employ an in-furnace desulfurization process utilizing limestone, a "dry process" method that eliminates the need for external desulfurization equipment and substantial water resources. This approach not only reduces environmental treatment costs but also minimizes water consumption. Moreover, the inherent low-temperature combustion characteristics of CFBC boilers fundamentally inhibit the formation of nitrogen oxides (NOx), resulting in emission concentrations significantly lower than those of traditional boilers.
Concurrently, CFBC boilers support biomass co-firing—the practice of combusting biomass fuels in combination with coal or similar fuels. This process facilitates carbon neutrality regarding CO2 emissions, thereby assisting enterprises in achieving their green and low-carbon development objectives while remaining fully compliant with environmental policy directives.
In recent years, driven by increasingly stringent environmental regulations and growing demands for energy efficiency, the market for CFBC boilers has exhibited a steady upward growth trajectory. In 2024, the global market size for CFBC boilers reached US$2.5 billion.
According to industry forecasts, the global CFBC boiler market is projected to reach a size of US$4.1 billion by 2033. This represents a Compound Annual Growth Rate (CAGR) of 7.2%, indicating substantial potential for future market expansion.
Three primary factors are driving the growth of the CFBC boiler market. First, the global demand for energy efficiency is on the rise; in an effort to reduce energy costs, enterprises are increasingly opting for high-efficiency boiler equipment, making CFBC boilers a preferred choice.
Second, environmental regulations across various nations are becoming increasingly stringent, leading to ever-higher emission standards for industrial boilers. The inherent low-emission advantage of CFBC boilers enables them to effectively meet these evolving market demands. Furthermore, continuous advancements in CFBC boiler technology have enhanced both operational stability and economic viability, thereby further accelerating their market adoption.
Despite its promising outlook, the CFBC boiler market faces several challenges. The initial investment cost for CFBC boilers is relatively high, creating significant upfront financial pressure for many small and medium-sized enterprises (SMEs).
Additionally, the operation and maintenance of CFBC boilers are relatively complex, requiring specialized personnel; this requirement inevitably increases operational and maintenance costs for businesses. Moreover, the rapid advancement of new energy generation technologies poses a certain degree of competitive pressure on the CFBC boiler sector.
In the future, CFBC boilers are expected to evolve toward deeper integration with biomass and other renewable energy sources, thereby further enhancing their low-carbon and eco-friendly performance. The growing adoption of Combined Heat and Power (CHP) systems will also open up a wider range of application scenarios for CFBC boilers.
Emission control technologies will continue to undergo upgrades, further reducing pollutant emissions to meet increasingly rigorous environmental standards. Concurrently, the accelerating pace of industrialization in emerging markets—and the consequent surge in demand for industrial boilers—will serve as a new driving force for the growth of the CFBC boiler market.
Leveraging its unique circulating fluidized bed combustion mechanism, the CFBC boiler boasts a core set of advantages, including strong fuel adaptability, high combustion efficiency, low pollutant emissions, and stable operation. It not only fulfills the energy requirements of industrial production and power generation but also assists enterprises in reducing costs and achieving compliance with environmental standards, establishing itself as a highly competitive boiler type within the modern industrial landscape.
As environmental policies continue to tighten and energy structures undergo optimization, the role of CFBC boilers within the future energy ecosystem is set to become even more pivotal. Whether for large-scale power plants, chemical manufacturing facilities, or projects subject to stringent environmental mandates, CFBC boilers offer reliable, efficient, and eco-friendly energy solutions.