
Boilers serve as the core heat source equipment in manufacturing, chemical, and food processing plants. Large-scale production facilities almost invariably adopt a parallel multi-boiler heating configuration. The rationality of this system's configuration directly determines a factory's monthly fuel expenditure. Furthermore, it is critical to ensuring the stability and reliability of the entire plant's heating supply for production purposes.
In many factories, boiler equipment parameters clearly meet established standards, yet operational energy consumption remains persistently high. Issues such as unstable heating supply, frequent maintenance requirements, and premature equipment aging are also commonly observed. Most of these problems are not caused by poor quality of the boiler itself. The core reason is that there was no planning in the early stage of configuring multiple boilers, and the operation and scheduling were not standardized in the later stage. By simply optimizing the system's configuration and refining daily operation and maintenance practices, it is possible to simultaneously reduce energy consumption and stabilize the heating supply for production.
A multi-boiler system consists of two or more boilers operating in parallel, connected via a common steam header. The entire system collectively supplies steam or hot water to the plant's production lines and process equipment. Boilers of varying capacities and service ages can all be integrated into the same system to work cooperatively. A factory's heat demand for production is never static; it fluctuates constantly. Heat consumption is high during the day when production is in full swing, and low at night when production activity slows down. Similarly, heat loads peak during the busy season and drop significantly during the off-season. A single boiler simply cannot cope with such drastic load fluctuations. Either they have to keep production at overcapacity for a long time, or they can only burn fuel at low capacity, resulting in waste.
The primary advantage of utilizing a multi-boiler system lies in its inherent operational flexibility. During peak periods of heat demand, multiple boilers can simultaneously increase their output to meet the supply requirements. Conversely, during periods of low demand, only a select few boilers need to remain active to maintain baseline operations. This approach not only guarantees the continuous, uninterrupted operation of production lines but also prevents individual boilers from enduring prolonged periods of high-intensity operation, thereby minimizing equipment wear and tear. However, managing a multi-boiler system presents several practical challenges. Since production heat loads fluctuate in real-time, relying on manual allocation of boiler output makes it virtually impossible to achieve a precise match between supply and demand. If the pipeline pressure and boiler start-up/shutdown schedule are not properly coordinated, the overall operating efficiency of the entire system may actually be worse than that of a single boiler.
Many factories harbor a common misconception: they believe that a boiler's fuel consumption depends entirely on the inherent quality of the equipment itself. In reality, this is not the case. Among the mainstream industrial boilers currently available on the market, the differences in individual unit thermal efficiency are actually quite negligible. The true key to determining the disparity in a factory's energy consumption lies in how multiple boilers are configured and combined, as well as how their daily operations are scheduled. Even if a factory purchases the most expensive, high-end boilers available, a flawed initial configuration logic combined with haphazard daily operational scheduling will ultimately still result in the twin problems of high energy consumption and low output.
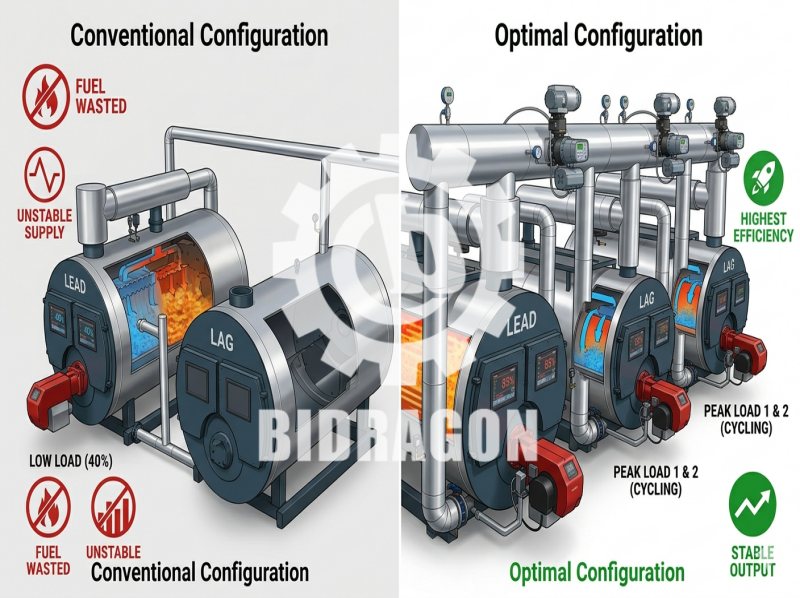
The simplest and most effective method for managing the operation and maintenance of multiple boilers is to assign them distinct primary and secondary roles. Within the industry, this approach is commonly referred to as the "Lead-Lag" operating mode. Under this system, a facility designates one specific boiler as the "lead" boiler, tasked exclusively with meeting the plant's baseline heating requirements. All remaining boilers are classified as "lag" (auxiliary) boilers, serving solely as peak-shaving and backup units. These auxiliary boilers are not activated arbitrarily, nor do they participate in routine baseline heating operations. The lead boiler maintains continuous, stable operation, consistently meeting the facility's fixed and unchanging base heating demand throughout the year. The auxiliary boilers are only temporarily activated to provide supplemental heating when the thermal load surges unexpectedly and the lead boiler is unable to handle the demand alone.
The primary objective of separating boiler operations into lead and lag roles is to minimize the energy waste associated with frequent startups and shutdowns. Each time a boiler is ignited and brought online, it consumes a significant amount of fuel to complete the preheating and temperature-ramp-up phases. The fuel consumption resulting from repeated startups and shutdowns is substantially higher than that incurred during normal, steady-state operation. Each industrial boiler has its own dedicated high-efficiency operating zone. Maintaining the load between 70% and 90% ensures the most complete combustion and the most fuel-efficient operation. The primary and secondary boiler sequence ensures that the main boiler always operates within this high-efficiency range, preventing both overload and low-load idling. The auxiliary boilers, meanwhile, are responsible only for short-duration peak shaving, thereby preserving the overall stability and rhythm of the facility's heating operations.
Many factories tend to take the path of least resistance when selecting boilers, opting simply to purchase multiple units of the exact same tonnage and model. They assume that having interchangeable spare parts will simplify future maintenance and management. However, once these units are actually commissioned and put into operation, they soon discover that a uniform fleet of boilers is ill-equipped to handle fluctuating production conditions. When production load is low, all boilers are wasting resources by running at low load. Conversely, during peak periods of thermal demand, the existing boilers prove insufficient, forcing them all to operate under severe overload conditions just to keep up.
A more rational approach involves a mixed configuration utilizing boilers of varying capacities. A single large boiler is designated to handle the factory's steady, baseline thermal load throughout the year. This is complemented by one or two smaller boilers, specifically tasked with responding to sudden surges in production activity. Short-term heat demands, such as concentrated equipment startup and peak production periods, are met by small boilers for peak shaving and heat replenishment. By assigning specific roles to boilers of different sizes to match distinct thermal requirements, each unit operates within its optimal efficiency range. This strategy effectively eliminates the wasteful inefficiencies associated with running too many boilers that produce too little heat while consuming excessive fuel.
For multiple boilers to operate cooperatively, a unified and properly configured steam header is an absolute prerequisite. The steam generated by all boilers must be aggregated into a single header before being distributed to the various workshops. If the piping infrastructure is fragmented and operates in isolation, the boilers will be unable to coordinate their output, inevitably leading to chaotic system operation.
The stability of steam pressure directly determines the boiler's fuel efficiency. Fluctuating pressure requires constant adjustments to the boiler's combustion, resulting in incomplete fuel combustion, increased energy consumption, and negative impacts on product processes. By installing pressure sensors and automatic control valves at critical points along the steam header, the system can automatically fine-tune pressure in real time. This eliminates the need for repetitive manual valve adjustments, ensuring stable operation and providing peace of mind.
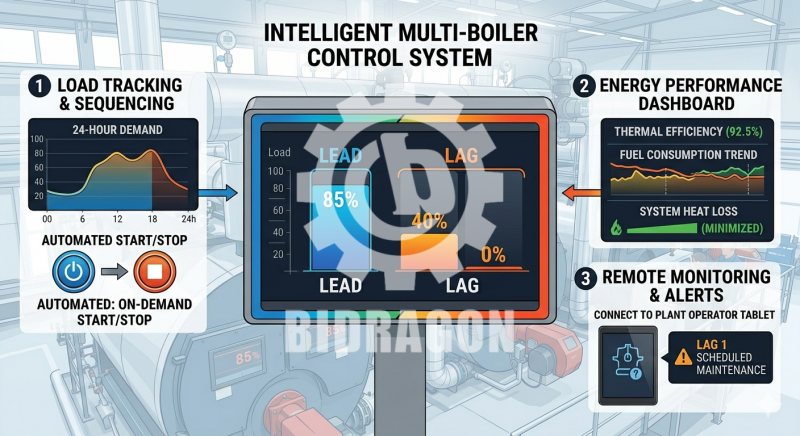
Modern factory production lines operate continuously, and relying on manual adjustments to start and stop multiple boilers cannot keep up with the production pace. Manual adjustment is slow to respond, has a large error margin, and is prone to operational mistakes, resulting in unnecessary energy waste and equipment failure.
Therefore, the installation of a PLC or DCS-based automatic control system has become an absolute necessity. The system collects data on temperature, pressure, fuel consumption, and steam output of each boiler in real time. Based on the actual, real-time thermal demand at the facility, the system automatically allocates the appropriate output level to each boiler. When load fluctuations occur, the system performs only fine-tuning adjustments rather than arbitrary start-ups and shut-downs, thereby ensuring that operational parameters and resource ratios remain optimally balanced.
Boilers running at low loads are the most hidden and wasteful source of energy consumption in factories. When the furnace temperature is low, the fuel is not fully burned, and a large amount of heat is directly discharged with the flue gas. More is burned but less is produced, and all the money is wasted.
Factories must establish precise start-up and shut-down protocols tailored to their specific production cycles. When loads drop, auxiliary boilers should be promptly taken offline, leaving only the minimum necessary equipment running to maintain baseline heating requirements. At the same time, avoid repeatedly starting and stopping the boiler in a short period of time. Alternating between hot and cold not only wastes fuel, but also accelerates the corrosion and aging of the boiler and pipelines. Truly effective energy conservation lies in maintaining stable, consistent operations.
The initial selection and capacity determination of a boiler system must not be based solely on outdated experience or arbitrary choices. Nor should one deliberately select undersized equipment merely to save on procurement costs. Every factory operates according to a unique production rhythm, and actual heat demand is not a static value. Factories experience fluctuations in capacity between peak and off-peak seasons, as well as shifts in production requirements between day and night crews. Furthermore, the trial production of new products can temporarily increase the heat load. All these factors cause steam consumption to fluctuate continuously. If the boiler capacity is selected inappropriately, the system will fail to achieve high efficiency from the very first day of operation. No amount of subsequent adjustment to operating parameters can compensate for these initial configuration errors.
If the boiler capacity is oversized, the heat demand for daily production will fall far short of the equipment's rated output. Consequently, the boiler is forced to operate under low-load conditions for extended periods. This degrades fuel combustion conditions, causing a significant drop in thermal conversion efficiency. While the factory may appear to be operating normally on a daily basis, a substantial amount of fuel is, in reality, being completely wasted. Conversely, if the boiler capacity is undersized, the system will be forced to operate under severe overload conditions when production lines are running at full capacity during peak seasons. This significantly accelerates equipment wear and tear. There are also frequent instances where the steam pressure is insufficient to meet the production process requirements.
A rational boiler capacity design must be closely aligned with the factory's actual, year-round fluctuations in heat demand. The base load, which remains stable year-round, is handled by large-capacity main boilers. Peak loads that suddenly increase in a short period are supplemented by small-capacity auxiliary boilers as needed. Once this precise load matching is achieved, every boiler can operate consistently within its high-efficiency working range. This eliminates the need for repetitive pipeline modifications or the addition/removal of boiler units in the future. The result is simplified overall operation and maintenance, along with substantial long-term savings in operating costs.
Many factory operations and maintenance teams suffer from a common ailment: they focus exclusively on managing the operating parameters of the main boiler unit while completely neglecting the layout and planning of the steam distribution pipelines. Furthermore, they often fail to prioritize the routine maintenance of pipeline insulation. Consequently, no matter how high the thermal efficiency of the boiler itself may be, the high-temperature steam inevitably suffers significant heat loss and pressure drops during transmission. By the time the steam reaches the heat-consuming points in the workshops, both its pressure and temperature often fall below the required standards. In essence, the fuel consumed to fire the boiler ends up being almost entirely wasted.
The installation of steam pipelines should be guided by one core principle: minimizing heat loss. Efforts should be made to keep the transmission distance of the main trunk lines as short as possible, while avoiding unnecessary elbows, diameter reducers, and diversion valves. The more complex the pipeline structure, the greater the operational resistance encountered during steam transmission, and the more pronounced the pressure differential becomes between the two ends of the line. Even if the boiler at the source generates sufficient steam pressure, the production equipment at the receiving end may still fail to receive steam of the required quality. Routine inspections of the pipeline insulation layers are essential. Repair damaged, detached, or aging insulation structures promptly to reduce continuous heat loss due to heat dissipation.
The primary objective of optimizing steam distribution is to stabilize steam quality throughout the entire facility. Regardless of fluctuations in production load, steam pressure and dryness must meet process standards. It allows multiple boilers to operate in tandem, saving both fuel and electricity. It also helps prevent unstable steam quality from causing fluctuations in product processes. Ultimately, it serves to reliably safeguard the factory's product yield rate, ensuring it remains unaffected.
To maximize the thermal efficiency of a multi-boiler system, one must not focus solely on adjusting the main boiler units. Various auxiliary heat exchange devices play an equally critical role in energy conservation. Devices such as economizers and flue gas waste heat recovery units feature simple, durable designs. They require minimal daily maintenance, and their initial procurement and installation costs are relatively low. It offers stable long-term energy savings and is the most cost-effective and practical solution for boiler energy-saving retrofits.
Economizers are installed at the tail end of the boiler's flue gas discharge path. They utilize the high-temperature waste gas emitted by the boiler to preheat the cold feedwater entering the system. Consequently, the water—which would otherwise require heating within the furnace chamber—undergoes its preheating phase in advance. This effectively reduces the thermal load on the main combustion chamber, thereby directly lowering daily fuel consumption. Waste heat recovery devices are specifically designed to collect heat from waste flue gas, which can be used for workshop heating, raw material preheating, or production hot water, achieving secondary recycling of waste heat.
These types of auxiliary devices contain no complex or fragile components, ensuring stable, long-term operation once installed. Thanks to the resulting savings in fuel costs, the initial investment in the equipment can be recouped within a relatively short period. Over the long term, they consistently help factories minimize heating energy expenditures without imposing any additional burden on operations and maintenance management. In short, they offer a simple and effortless way to significantly enhance the overall operational energy efficiency of an entire multi-boiler system.
Production conditions at the factory vary significantly between day and night. During the day, production lines operate at full capacity, resulting in a robust overall demand for thermal energy. At night, however, only a skeleton crew remains on duty, requiring heating solely for basic equipment insulation. Relying on a single boiler operating mode throughout the entire 24-hour cycle frequently leads to operational mismatches: either the heating supply fails to keep pace with the production rhythm during the day, or excess boilers run idly at night, resulting in energy waste. The core priority in the operation and maintenance of multiple boiler systems is, therefore, to schedule and dispatch boilers on an "on-demand" basis, tailored to specific time periods.
In the daily operation of boilers, frequent starting, stopping, and switching within short intervals must be strictly avoided. Each time the boiler is ignited and heated, and then shut down and cooled, it undergoes intense alternation between hot and cold. This process consumes a significant amount of extra fuel for preheating purposes. Furthermore, frequent starts and stops accelerate the corrosion and aging of the furnace chamber, heating surfaces, and piping. Operation and maintenance personnel must strictly adhere to standardized operating procedures, refraining from making arbitrary adjustments to combustion ratios or equipment output parameters. By maintaining a stable boiler operating state, long-term energy efficiency can consistently meet established standards.
Relying solely on maintenance personnel to conduct periodic on-site inspections is insufficient for effectively managing a multi-boiler collaborative system. Many subtle deviations in operating parameters are completely imperceptible to the naked eye. Furthermore, minor anomalies across various combustion conditions are extremely difficult for manual inspections to detect in a timely manner. If minor potential hazards are allowed to accumulate and remain unaddressed over time, they will result in a drastic surge in energy consumption. Such neglect also triggers frequent equipment malfunctions, thereby increasing maintenance costs and elevating the risk of system downtime. Only through comprehensive, real-time, and round-the-clock data monitoring can issues be identified the moment they arise. This capability also enables the timely implementation of adjustments and corrective measures, thereby stabilizing the operational status of the entire system.
Routine maintenance operations must prioritize the consistent recording of core operational data for each individual boiler. Particular emphasis should be placed on tracking actual fuel consumption and real-time steam output. Additionally, records must be maintained regarding flue gas temperature, furnace pressure, and real-time operating load. Daily data comparisons and basic analyses should be conducted as a standard practice. Should any sudden fluctuations in data occur, immediate action must be taken to investigate and identify the root cause. Based on actual operating conditions, adjustments should be made to the number of active boilers (startup/shutdown) and their respective output levels. Furthermore, operational strategies should be dynamically adapted in response to seasonal changes and production orders. This ensures that the entire boiler system remains precisely aligned with production requirements, thereby sustaining an optimal state of operation over the long term.
In facilities managing multiple boilers, a common and typical misconception regarding operations and maintenance prevails. Many managers are accustomed to distributing the boiler operating load evenly. Regardless of the level of heat demand during on-site production, all boilers are started up simultaneously. Consequently, every boiler is configured to operate at an identical output level. On the surface, this approach appears to ensure a fair distribution of the workload and simplifies day-to-day manual management. However, the actual operational results are far from ideal. Each individual boiler is forced to deviate from its optimal efficiency range, thereby directly dragging down the overall operational efficiency of the entire multi-boiler system.
Beyond the practice of equal load distribution, there are three other operational errors that prove particularly costly. First, allowing boilers to idle at low loads for extended periods while on standby results in significant energy waste. Second, relying entirely on manual adjustments to regulate boiler operating parameters throughout the entire process. Third, prioritizing investment solely in the procurement of the boiler units themselves while neglecting the integrated development of supporting piping infrastructure and automated control systems. If these poor management practices are not corrected in time, even if the factory purchases the highest quality boiler equipment, the entire heating system will not be able to perform as expected. Consequently, the production facility will never achieve its operational objectives of energy conservation and stable output.
To maximize the efficiency of a multi-boiler system, there is absolutely no need to blindly replace existing equipment with new units. The fundamental key lies in a scientifically designed configuration scheme, coupled with meticulous daily operation and maintenance management. Boiler energy optimization is not a one-time retrofit project; rather, it requires continuous adjustment and refinement in response to evolving production conditions. By consistently maintaining effective operational monitoring and data review, multi-boiler systems can continue to operate efficiently, helping factories continuously reduce overall operating costs.






