
In the huge system of industrial production, industrial boilers are the core equipment for energy supply, and their stable operation is directly related to production efficiency and safety. The boiler control system is like the "brain" of this core equipment. It ensures the efficient operation of the boiler under the premise of safety by accurately controlling various parameters. Its basic role is reflected in three key dimensions: ensuring safe operation to avoid explosions, fires and other serious accidents caused by abnormal parameters; improving operation efficiency to reduce energy waste by optimizing fuel combustion and other links; ensuring continuous operation to provide stable steam or hot water for uninterrupted industrial production. In modern industry, especially in steam boiler scenarios, the core position of the control system is becoming more and more prominent. It is the key to achieving stable steam supply and meeting production process requirements.

The boiler control system is an organic combination of hardware and software, which is specially used to monitor and adjust various parameters during the operation of the boiler. From the hardware point of view, it includes sensors, controllers, actuators, etc.; the software covers control algorithms, operation interfaces, data processing programs, etc.
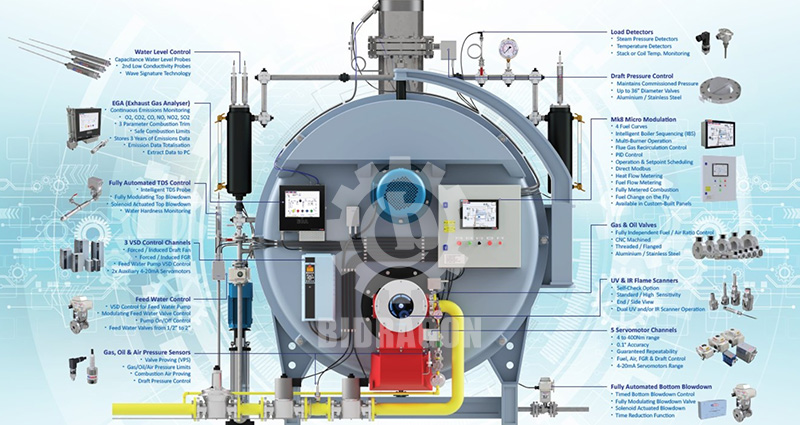
Its functions cover a wide range of key links in boiler operation. From combustion control to ensure full combustion of fuel, to fuel management to achieve reasonable fuel distribution and supply; from precise water level regulation to maintain normal water circulation in the boiler, to strict emission monitoring to meet environmental protection requirements, the boiler is fully guaranteed to operate stably, efficiently and safely.
Flame detection is a key link in the flame protection system, mainly in the form of ultraviolet, infrared, and rectification (electrode). Ultraviolet detection is extremely sensitive to ultraviolet radiation in the flame and can quickly respond to the presence of flames. It is suitable for flame detection of various fuels such as natural gas and fuel oil; infrared detection works by sensing the infrared radiation of the flame and has good stability in some complex combustion environments; ionization detection uses the conductivity of ionized gas in the flame to determine the flame state by applying voltage between electrodes and detecting the tiny current flowing through.
The core function of this system is to ensure normal ignition. During the ignition process, the flame state is monitored in real time. Once ignition failure or accidental extinguishing of the flame is found, an instruction will be issued immediately to automatically cut off the fuel supply to prevent unburned fuel from accumulating in the boiler and avoid serious safety accidents such as explosions.
The gas valve plays an important role in fuel control. It is usually driven by an electric actuator or a pneumatic actuator and can accurately control the amount of fuel supplied. The high-precision actuator can adjust the valve opening in real time according to the load demand and combustion conditions of the boiler to ensure that the fuel supply matches the boiler's needs.
When a boiler fails, such as flame loss or low water level, the fuel control and safety cut-off system will respond quickly and automatically close the fuel passage. This rapid response mechanism can effectively prevent fuel from continuing to enter the boiler and avoid danger from the source. For example, when the flame is lost, if the fuel is not cut off in time, the unburned fuel will accumulate in the furnace and easily cause an explosion when encountering an open flame.
The air damper works in conjunction with the oxygen sensor and is the core of achieving accurate air-fuel ratio control. The oxygen sensor is installed in the flue of the boiler and can monitor the oxygen content in the flue gas in real time. The air damper is used to adjust the amount of air entering the furnace.
The system calculates the optimal air supply through the control algorithm based on the oxygen content detected by the oxygen sensor, and then drives the air damper to adjust the opening to achieve the optimization of the air-fuel ratio. A reasonable air-fuel ratio can ensure the complete combustion of the fuel, reduce the emission of pollutants such as carbon monoxide and nitrogen oxides, and improve the thermal efficiency of the boiler. For example, when the oxygen content is too high, it means that the air supply is too much, which will take away a lot of heat and reduce the thermal efficiency. At this time, the system will reduce the opening of the air damper to reduce the air intake; when the oxygen content is too low, it means that the fuel is not fully burned. The system will increase the opening of the air damper and increase the air supply.
The water level control system is mainly composed of a water level probe and a feed water control valve. The water level probe can monitor the water level changes in the boiler drum in real time and transmit the water level signal to the controller. The controller controls the amount of feed water entering the boiler by adjusting the opening of the feed water control valve, thereby maintaining the drum water level within the set safety range. The automatic sewage discharge device performs top or bottom purge according to the water level and boiler operation time. Top purge can remove floating objects and foam on the water surface, while bottom purge can remove sediment from the bottom of the furnace.
Water level control is crucial. If the water level is too low, the boiler will burn dry, damage the heating surface of the boiler, and even cause an explosion; if the water level is too high, it will affect the steam quality and reduce the efficiency of the boiler. The system ensures that the boiler operates within a safe water level range by accurately controlling the water level.
Pressure and temperature are two key parameters in boiler operation. The pressure and temperature monitoring system collects pressure and temperature data in real time through pressure sensors and temperature sensors installed in different parts of the boiler.
The system compares the collected data with the set safety range. Once it is found that the pressure or temperature exceeds the set value, it will immediately issue an alarm and accurately control the pressure and temperature by adjusting the fuel supply, increasing or decreasing the water volume, etc., to prevent overpressure or overheating. Overpressure may cause boiler explosion and overheating, especially when the metal wall temperature exceeds the design allowable value, it will significantly accelerate the creep process of the pressure-bearing component material, causing pipe bulging, deformation, or even bursting, which will seriously shorten the service life of the boiler and cause safety accidents.
PLC is stable, flexible and programmable. It adopts a modular design and can be flexibly configured according to different control requirements. It is widely used in medium and large industrial boilers, can achieve precise control of various parameters of the boiler, and is easy to integrate with other automation systems.
DCS adopts a multi-node control method to disperse the control function to each node. Each node is responsible for a specific control task, and at the same time, information interaction and coordination between nodes are realized through a communication network. This structure is suitable for factory systems with complex processes and high control requirements, and can achieve comprehensive and precise control of the entire production process.
Pneumatic control is a traditional control system that uses compressed air as a power source to drive the actuator. In some high-temperature and high-risk industries, such as some special production links in the chemical industry, pneumatic control is still in use because of its strong anti-electromagnetic interference ability and high safety.
Digital and electronic control systems have high responsiveness and powerful remote control capabilities. It uses advanced digital signal processing technology, which can quickly process various control signals and realize precise control of the boiler. At the same time, with the help of network communication technology, remote monitoring and operation can be realized, which is suitable for intelligent factories and facilitates the centralized management and optimization of the production process.
Manifestations of control system failure
When a boiler control system fails, it will show a series of signs. For example, the boiler may start and stop frequently and cannot operate stably; the temperature may be abnormal, fluctuating, and cannot meet the production process requirements; at the same time, energy consumption will increase significantly, increasing production costs.
Risks
Control system failure will bring many risks. First, it may cause the boiler to overheat and damage the boiler equipment; secondly, it will cause incomplete combustion, which will not only waste fuel, but also increase pollutant emissions; in addition, it will shorten the service life of the system and increase the cost of equipment maintenance and replacement; more importantly, it will bring serious safety hazards, such as causing explosions, fires and other accidents, threatening the safety of life and property.
Controller aging is one of the common causes of system failure. As the use time increases, the performance of the controller will gradually decline, the response speed will slow down, and the control accuracy will decrease.
Electrical problems should not be ignored, such as loose wires and short circuits. Loose wires can lead to poor contact, affecting signal transmission and power supply; short circuits may burn controllers and other electrical components, causing system paralysis.
Insufficient maintenance is also an important factor causing failures. If the control system is not maintained for a long time, the sensor will accumulate dust and age, affecting the detection accuracy; the actuator will have problems such as jamming and cannot work properly.
Water vapor erosion is more harmful to the control system. A large amount of water vapor will be generated during the operation of the boiler. If it is not properly sealed, the water vapor will enter the control system, causing the electrical components to be damp and corroded, affecting the normal operation of the system. For example, water immersion will cause the internal circuit of the controller to short-circuit, causing the system to fail.
Different industries have different requirements for boiler control systems. In the chemical industry, the production process is complex, and the pressure and temperature stability of steam are extremely high. Therefore, the control system needs to have high-precision control capabilities and strong anti-interference capabilities. It is recommended to use a DCS system; the textile industry has a large demand for steam and frequent load fluctuations. The PLC system has good flexibility and response speed, which is more suitable for this industry; the food industry has strict requirements on hygiene, and the control system should be easy to clean and maintain, and at the same time have stable control performance. Digital and electronic control systems are good choices.
Multiple factors need to be considered when selecting. Control accuracy directly affects the operating efficiency and product quality of the boiler. A control system with appropriate accuracy should be selected according to the production process requirements; remote monitoring capabilities facilitate real-time monitoring and management of the boiler's operating status, especially for large factories and distributed production scenarios; compatibility should consider the integration capabilities of the control system with other boiler equipment and other automation systems in the factory; upgrade potential is also very important. With the continuous development of technology, the control system needs to have the possibility of upgrading to adapt to new production needs and environmental protection requirements.
From the development trend, it is recommended to carry out intelligent transformation (Retrofit) from pneumatic control to PLC/DCS. Intelligent transformation can improve the control accuracy and operation efficiency of boilers, reduce energy consumption and operation and maintenance costs, and improve the safety and reliability of the system to meet the needs of modern industrial intelligent development.
Regular inspection of sensors, cables, and connection points is an important part of maintenance work. Sensors should be cleaned and calibrated regularly to ensure their detection accuracy; cables should be checked for damage and aging, and connection points should be checked for looseness and oxidation, and timely treatment should be carried out.
Professional maintenance should be carried out once a year to clean the inside of the controller, remove dust and scale, check the operating conditions of each component, and replace aging and damaged components in time.
Integrating data monitoring with early warning systems is an effective means to improve maintenance effects. By collecting the operating data of the control system in real time, analyzing and processing it, and issuing early warning signals when abnormal parameters are found, it is convenient for maintenance personnel to promptly troubleshoot and handle faults and avoid the expansion of faults. At the same time, through the analysis of historical data, the operating status of the system can be predicted, maintenance can be carried out in advance, and the reliability and service life of the system can be improved.
The boiler control system is of core significance in the operation of industrial boilers. It is the key to achieving efficient, safe, intelligent, and compliant operation of boilers. An efficient control system can improve fuel utilization and reduce energy consumption; a safe control system can effectively avoid various safety accidents; an intelligent control system facilitates remote monitoring and automated operation, improving production management; and a compliant control system can meet environmental protection and other related regulatory requirements.
Hereby, we call on users to regularly upgrade and maintain boiler control systems to ensure maximum plant efficiency. With the continuous development of industrial technology, regular upgrades of control systems can adapt them to new production needs and technical standards; and standardized maintenance can promptly discover and solve potential problems, ensure that the control system is always in good operating condition, and provide strong guarantees for the stable and efficient operation of industrial production.






