
The operational performance of a gas boiler is determined almost entirely by its burner. This component directly impacts the boiler's thermal efficiency, its compliance with emission standards, and the safety of its daily operations.
Professionals involved in international trade often find themselves confused when sourcing burners, bewildered by the myriad classification terminologies and the varying regulatory standards across different nations. For instance, while a device may be generically labeled a "low-NOx burner," the specific requirements mandated by the European Union and the United States can differ significantly. Similarly, for a standard 1-ton boiler, the appropriate burner selection may vary completely depending on whether the unit is destined for use in Southeast Asia versus Europe.
Understanding the classification logic of burners and combining it with local regulations and actual operating conditions is essential to selecting the right product.
Different countries and regions maintain their own specific standards regarding the safety and performance requirements for burners. When making a purchase, the first step is to verify whether the product complies with the certification requirements of the target market; failure to do so will prevent the product from clearing customs or being put into operation.
Globally, the most widely adopted standard is ISO 13702, which outlines the fundamental safety requirements for burners used in the petroleum and natural gas industries. The European Union market mandates compliance with the EN 676 standard for forced-draft gas burners, while oil burners must comply with EN 267.
The U.S. market primarily adheres to the ANSI Z21.13 safety standard for gas boiler burners, as well as the ASME CSD-1 code for boilers and pressure vessels. China's GB/T 36699 standard is largely technically compatible with international standards, and many export-oriented products seek simultaneous certification under multiple regulatory frameworks.
Burner model designations from leading international brands generally follow a similar coding convention. The designation typically begins with an abbreviation of the brand name, followed by an indicator of the thermal output capacity, and concludes with codes specifying the control mode and fuel type.
For instance, consider Riello's RS 100/M burner: "RS" denotes a forced-draft gas burner; "100" indicates a nominal thermal output of approximately 100 kW; and "M" signifies a modulating (proportional) control mode. Other common codes include: "G" for gas, "O" for oil, and "GO" for dual-fuel (oil/gas) operation; "N" for natural draft and "F" for forced draft; and "S" for single-stage (on/off) operation versus "D" for two-stage operation.
By familiarizing yourself with these basic codes, you can glean a general understanding of a burner's fundamental specifications simply by examining its model designation.
This constitutes the most fundamental method of classifying burners, as it directly determines the core combustion characteristics and emission levels.
Diffusion burners employ the most rudimentary operating principle: the air required for combustion is not pre-mixed with the fuel gas at all, resulting in a primary air coefficient (α₁) of zero.
The most common variant is the concentric-tube burner, which features a structure so simple that it is virtually impervious to mechanical failure. It consists essentially of a smaller pipe nested inside a larger pipe; the fuel gas is injected outward through the central inner pipe, while the combustion air is blown through the annular space between the two pipes. As both streams travel forward within the fire tube or furnace chamber, they undergo simultaneous mixing and combustion. This type of burner has modest requirements regarding gas pressure; it typically operates effectively within a range of 5 to 10 kPa, and its excess air coefficient usually falls between 1.15 and 1.25.
Due to incomplete mixing, the resulting flame tends to be relatively long, and NOx emissions are comparatively high. However, its advantages are equally evident: it is immune to flashback, operates with exceptional stability, and places minimal demands on gas quality. Consequently, this type of burner remains widely utilized today in numerous small, low-pressure boilers (typically under 1 ton capacity), as well as in various simple heating devices.
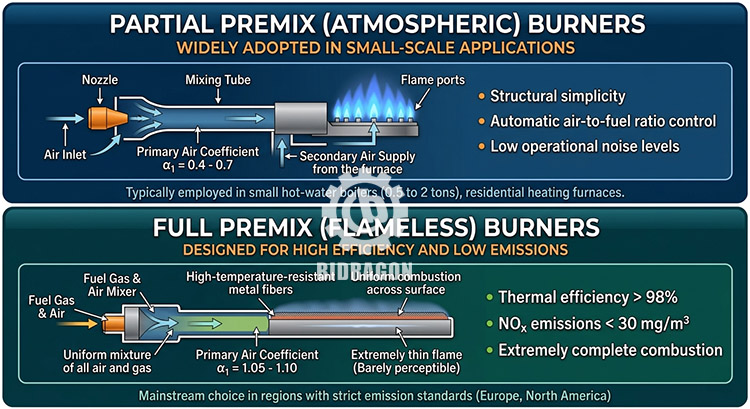
The atmospheric burner is currently the most widely adopted type in both residential and small-scale commercial boiler applications. It pre-mixes a portion of the air, with a primary air coefficient α₁ between 0.4 and 0.7, and the remaining air is replenished in the furnace, which is called secondary air. instead, it relies on the kinetic energy of the gas itself to entrain the air. As the gas is ejected from the nozzle at high velocity, it creates a region of negative pressure in the surrounding area, thereby drawing air into the mixing tube. The resulting premixed gas mixture then flows out through the ports on the burner head and undergoes combustion within the furnace chamber.
Its structure primarily consists of two main components: an ejector assembly and a burner head. The ejector, which includes a nozzle, a mixing tube, and a diffuser, is the core component of the entire burner.
Atmospheric burners are capable of operating at relatively low gas pressures; typically, a pressure of 1 to 5 kPa is sufficient. Their key advantages include structural simplicity, automatic air-to-fuel ratio control, and low operational noise levels. However, when scaled up to handle higher thermal outputs, the structure becomes physically bulky; furthermore, the supply of secondary air can easily become insufficient, thereby compromising combustion efficiency.
Consequently, this type of burner is typically employed in small hot-water boilers (ranging from 0.5 to 2 tons), as well as in residential heating furnaces and domestic cooking appliances.
Full premix burners are designed to uniformly premix all the air required for combustion with the gas prior to ignition; the primary air coefficient (α₁) for this type typically falls between 1.05 and 1.10. The resulting premixed gas mixture then undergoes uniform combustion across the entire surface of the burner head.
Common structural variations include metal fiber surface burners and ceramic plate burners. The combustion surface of a metal fiber burner is woven from high-temperature-resistant metal fibers, allowing gas to pass uniformly through the fiber layer to undergo combustion.
This combustion method achieves extremely complete combustion, with thermal efficiency exceeding 98%; furthermore, NOx emissions are very low—typically maintained below 30 mg/m³. Because the flame is extremely thin—to the point where a distinct visible flame is barely perceptible—this process is also referred to as "flameless combustion."
However, its drawbacks are also quite pronounced. Since the fuel gas and air are fully premixed in advance, the system is highly susceptible to flashback; consequently, this places stringent demands on the control system and the stability of the gas pressure. Additionally, the combustion surface is prone to clogging by impurities, necessitating regular maintenance.
Currently, virtually all condensing boilers utilize fully premixed burners, which also constitute the mainstream choice in regions with strict emission standards, such as Europe and North America.
The way air is delivered to the burner directly affects combustion stability and load regulation range.
Natural draft burners have no fan; instead, they rely entirely on negative pressure in the furnace created by chimney draft to draw air into the furnace.
This method offers zero energy consumption, extremely low operating noise, and the simplest structure. However, air supply volume is entirely determined by chimney draft, making precise control impossible. Additionally, thermal load cannot be too high, otherwise air supply may become insufficient.
It is suitable only for small atmospheric boilers and residential wall-mounted boilers.
Jet-induction burners utilize the kinetic energy of high-speed gas jetting to entrain surrounding air. The atmospheric-type burners mentioned earlier fall into this category.
These burners also require no fan and can automatically mix fuel gas and air in proportion. However, they demand relatively high fuel gas pressure and have a narrow modulation ratio—typically not exceeding 3:1. This means the minimum thermal output can only reach one-third of the rated capacity.
Such burners are suitable for medium- and low-pressure gas boilers and some small industrial furnaces.
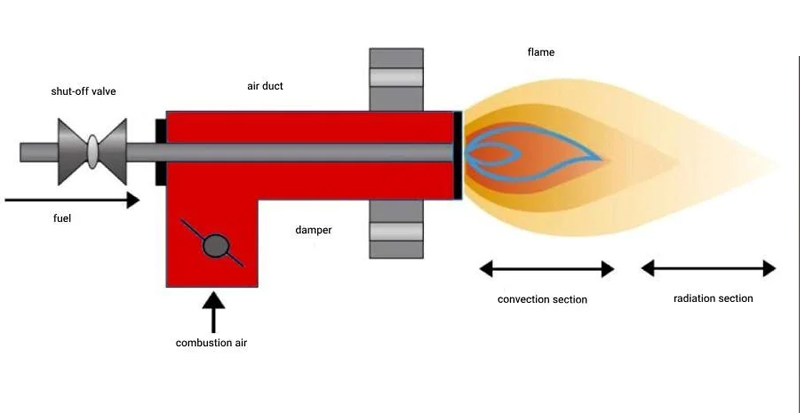
Forced draft burners use centrifugal or axial fans to forcibly deliver air into the burner. This is currently the most common air supply method for medium- and large-scale industrial boilers.
A typical design is the vane-type swirl burner, consisting of a spiral-shaped air duct and a central fuel gas pipe. As air enters the spiral casing, it forms a swirling flow, while fuel gas is injected vertically into the swirling air stream through numerous small holes along the central gas pipe.
This perpendicular cross-flow pattern significantly increases the contact area between fuel and air, enabling more thorough mixing. After mixing, the gas passes through a converging-diverging nozzle into the furnace, further enhancing mixing and ensuring uniform flow velocity to prevent flashback.
When burning natural gas, the fuel pressure typically ranges around 15 kPa, with an air velocity of 20–40 m/s and a gas velocity at the nozzle of 20–50 m/s, and an excess air coefficient of approximately 1.1.
Forced draft burners offer stable air supply, wide load modulation range, excellent mixing efficiency, and short flames. However, they require dedicated fans, resulting in higher energy consumption and noise levels compared to the previous two types.
They are suitable for medium- to large-scale industrial boilers (2–20 tons) and power station boilers.
Different fuels vary greatly in characteristics, requiring different burner designs.
Pure gas burners operate exclusively on gaseous fuels and represent the most common type on the market today. Depending on the specific gas used, they can be further subdivided into various types.
Natural gas burners are the most widely used globally and are designed for pipeline natural gas. LPG (liquefied petroleum gas) burners are suitable for regions without natural gas pipelines, such as many Southeast Asian countries. There are also specialized burners for industrial by-product gases, such as coke oven gas, blast furnace gas, and biogas.
These industrial by-product gases often exhibit significant fluctuations in calorific value and composition, requiring burners with greater adaptability.
Gas-oil combined burners, also known as dual-fuel burners, can operate solely on gas, solely on light oil or heavy oil, or simultaneously on both fuels.
Their greatest advantage lies in flexible fuel switching. When gas supply becomes unstable or prices rise, the system can switch to oil to ensure continuous production.
These burners are ideal for areas with unreliable fuel supply or for factories requiring high operational continuity.
Gas-pulverized coal co-firing burners are primarily utilized in large-scale power plant boilers and captive boilers within steelworks. Typically, natural gas is employed for ignition and flame stabilization, while pulverized coal serves as the primary fuel; however, the system is also capable of firing natural gas exclusively.
This combustion method helps reduce fuel costs while accommodating multi-fuel operating conditions. Nevertheless, the associated system is relatively complex, and maintenance costs are high.
The control method determines a burner's ability to adapt to load fluctuations and also influences the boiler's operational energy consumption.
Single-stage burners operate in only two states: "on" and "off." They feature the simplest structure and lowest cost; however, they result in significant fluctuations in boiler temperature and pressure, as well as higher energy consumption. Consequently, they are suitable only for small-scale boilers with highly stable loads.
Two-stage burners feature two fixed operating points: "low fire" and "high fire." Upon boiler startup, the burner initially operates at "low fire"; once the temperature rises, it switches to "high fire." When the temperature exceeds a preset threshold, it switches back to "low fire."
This control method offers significantly greater stability than single-stage control and remains cost-effective; it is currently the most widely adopted method for small and medium-sized boilers.
Proportional control burners continuously adjust the flow rates of fuel gas and air in response to changes in boiler load, thereby maintaining an optimal fuel-to-air ratio at all times.
These are further categorized into two types: mechanical proportional control and electronic proportional control. Mechanical proportional control utilizes a linkage mechanism to simultaneously actuate the fuel valve and the air damper, offering moderate cost-effectiveness. Electronic proportional control employs two independent servo motors to control the fuel and air flows separately, delivering superior control precision and faster response times.
Proportional control burners offer the most significant energy-saving benefits and are ideally suited for applications involving highly variable loads or those requiring stringent control over temperature and pressure.
In addition to standard burners, there are specialized burners designed for specific application scenarios.
As global environmental regulations become increasingly stringent, low-NOx burners have emerged as the mainstream choice in the market. These burners employ various technical strategies to minimize the generation of nitrogen oxides (NOx) during the combustion process.
Common technical approaches include staged combustion, flue gas recirculation, rich-lean combustion, and fully premixed surface combustion. While conventional burners typically exhibit NOx emissions exceeding 150 mg/m³, standard low-NOx burners can reduce emissions to below 80 mg/m³, and ultra-low-NOx burners can limit emissions to below 30 mg/m³.
High-velocity burners generate a flame jet velocity exceeding 100 m/s; this intensifies heat transfer within the furnace chamber, making them particularly suitable for use in industrial heating furnaces. Pulse burners operate on an intermittent combustion principle, utilizing pressure waves generated during combustion to enhance mixing and heat transfer. Characterized by high thermal efficiency, they are well-suited for use in small-scale heating equipment.
Submerged burners feature a flame that comes into direct contact with the liquid being heated; this design allows them to achieve thermal efficiencies exceeding 95%. They are primarily utilized in wastewater treatment and liquid heating applications.
Market demands and regulatory requirements vary significantly across different regions; therefore, these factors must be given top priority when selecting equipment.
The European Union market imposes the strictest emission standards. The ErP Directive mandates that NOx emissions from gas-fired boilers must remain below 50 mg/m³; consequently, fully premixed, low-NOx burners have become the dominant choice. Products intended for this market must hold CE certification and comply with relevant EN standards.
The U.S. market requires products to obtain ANSI certification and imposes specific, clearly defined requirements regarding energy efficiency ratings. Dual-fuel (oil/gas) burners are particularly popular in regions where fuel prices are subject to significant fluctuation.
The Southeast Asian market is highly price-sensitive; as a result, two-stage forced-draft burners—which offer an excellent balance of performance and cost-effectiveness—enjoy the highest sales volume. Furthermore, given that many areas in the region lack natural gas pipeline infrastructure, there is a substantial demand for burners compatible with Liquefied Petroleum Gas (LPG).
In the Middle East, natural gas supplies often contain high levels of sulfur, and ambient temperatures are typically elevated. Consequently, burners designed for this region require enhanced corrosion resistance and superior high-temperature durability.
Provided below is a simple selection reference chart designed to help you quickly narrow down your options:
|
Selection Factor |
Recommended Burner Type |
|
Boiler capacity < 1 t/h |
Atmospheric, Tubular |
|
Boiler capacity 2–20 t/h |
Forced draught swirl burner |
|
Ultra-low emission requirement |
Fully premixed surface burner |
|
Unstable fuel supply |
Oil/gas dual-fuel burner |
|
Large load fluctuation |
Electronic proportional modulation burner |
Gas boiler burners can be classified according to numerous criteria; the most fundamental distinction is based on the combustion method, followed by the air supply mechanism and the type of fuel used. Different types of burners have their own advantages and disadvantages and applicable scenarios. There is no absolute good or bad, only what is suitable or unsuitable.






