
Steam is the most versatile heat medium in industrial production, essential for everything from food cooking and chemical reactions to pharmaceutical sterilization and power generation. However, many professionals fall into a misconception: that all steam is the same, differing only in temperature.
In reality, different types of steam vary significantly in thermodynamic properties, purity levels, and applicable scenarios. Choosing the wrong steam type can lead to anything from reduced heat exchange efficiency and increased energy costs to more serious issues like batch product spoilage, pipeline corrosion and leaks, sterilization failure, and even violations of industry regulations. The impact of steam selection covers five core aspects: heat exchange efficiency, product quality, energy consumption, equipment lifespan, and regulatory compliance.
Selecting steam cannot be based solely on pressure and temperature; it requires considering three dimensions simultaneously: the steam's thermodynamic state, its purity level, and the specific process application requirements.
Many people classify steam only as "saturated" and "superheated," which only covers one thermodynamic dimension. A complete classification of industrial steam follows two completely independent criteria, which are fundamental to understanding the entire steam system.
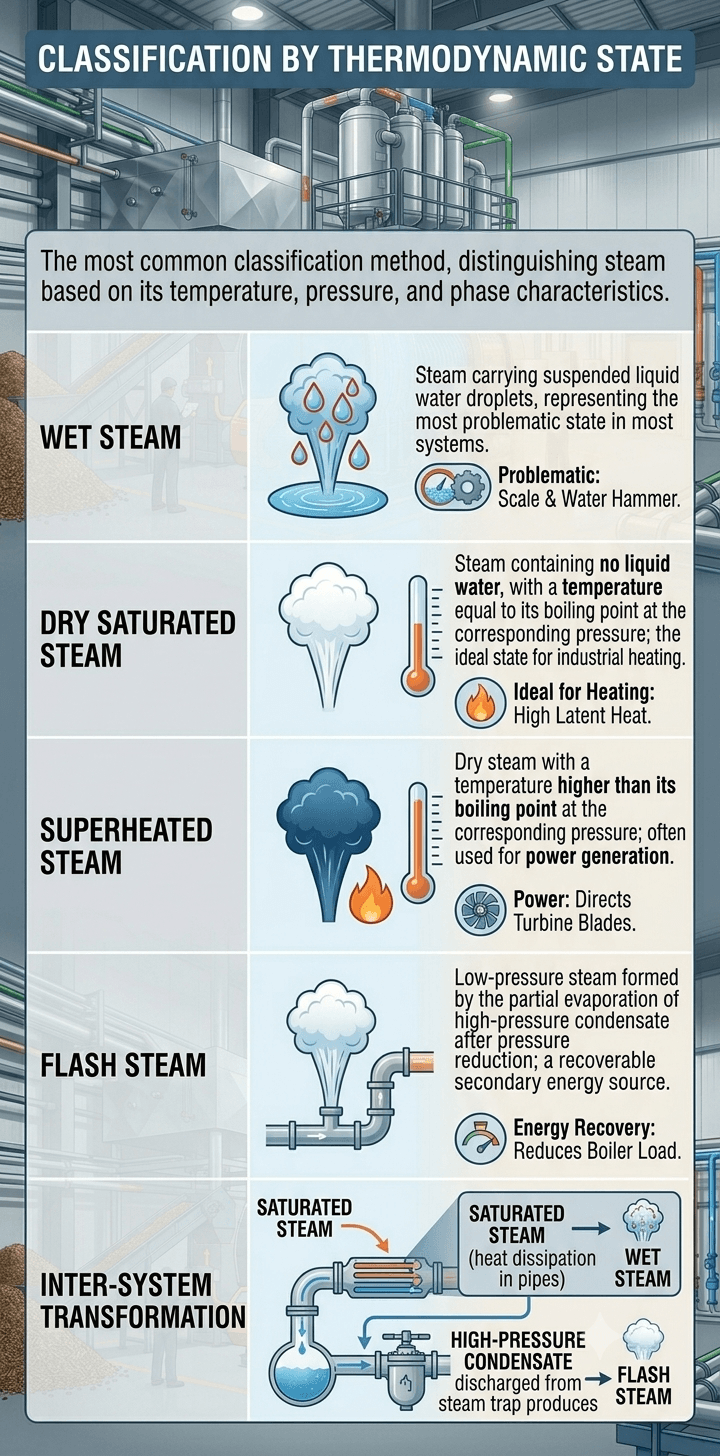
This is the most common classification method, distinguishing steam based on its temperature, pressure, and phase characteristics.
Wet Steam: Steam carrying suspended liquid water droplets, representing the most problematic state in most systems.
Dry Saturated Steam: Steam containing no liquid water, with a temperature equal to its boiling point at the corresponding pressure; the ideal state for industrial heating.
Superheated Steam: Dry steam with a temperature higher than its boiling point at the corresponding pressure; often used for power generation.
Flash Steam: Low-pressure steam formed by the partial evaporation of high-pressure condensate after pressure reduction; a recoverable secondary energy source.
Within the same system, these states can transform into each other depending on operating conditions. For example, saturated steam dissipates heat in pipes and becomes wet steam; high-pressure condensate discharged from the steam trap produces flash steam.
This dimension is most easily overlooked, but for the food and pharmaceutical industries, it has a much higher priority than thermodynamic parameters. Two steam systems can have identical temperatures and pressures, but due to different purity requirements, their system designs, materials, and costs can differ by more than tenfold.
Plant Steam: The most basic public steam, containing conventional boiler water treatment chemicals.
Filtered Steam: Physically filtered to remove particles, rust, and condensate droplets, but still contains dissolved chemicals.
Cooking Steam: Steam that meets food contact safety standards and can directly contact food materials.
Clean Steam: Free of chemical additives; condensate meets purified water standards; primarily used in pharmaceuticals.
Pure Steam: The highest purity level; condensate meets water for injection standards; used in high-risk pharmaceutical processes.
In actual production, a single factory often operates multiple steam systems of different purities in parallel. For example, general heating uses plant steam, food processing uses cooking steam, and pharmaceutical processing uses clean steam, each corresponding to different production stages and not mixed.
Steam quality is the most critical operating indicator of an industrial steam system, directly determining heat exchange efficiency and equipment safety. It is usually measured by "dryness," which is the mass percentage of dry steam in the total steam.
Wet steam refers to steam carrying liquid water droplets. These droplets may originate from incomplete steam-water separation within the boiler or from condensation during steam transport through pipelines.
The presence of liquid water directly reduces heat exchange efficiency. The heat exchange value of steam primarily comes from the latent heat released during condensation. Water droplets in wet steam cannot release latent heat, only transferring a small amount of sensible heat, essentially wasting pipeline transport capacity without providing corresponding heat.
Wet steam also accelerates the corrosion of pipes and equipment. High-speed flowing water droplets continuously erode pipe walls and valves, causing corrosion, which is particularly noticeable at elbows and pressure reducing valves. More dangerously, wet steam can easily trigger water hammer. When condensate accumulated in pipes is propelled by high-speed steam, forming water masses that impact pipe fittings, generating tremendous impact force, potentially leading to pipe rupture and equipment damage.
Dry steam typically refers to saturated steam with a dryness close to 100%. Conventional industrial processes generally require a steam dryness of 95% or higher, while precision processes require 99% or higher.
Many people lack an intuitive understanding of the impact of dryness. For example, 90% dryness steam means that 10 kg of every 100 kg of steam is liquid water. Taking saturated steam at 10 bar as an example, the latent heat of each kg of steam is approximately 2000 kJ, while the sensible heat of liquid water at the same pressure is only about 350 kJ. 10% moisture directly leads to a nearly 10% decrease in overall heat exchange capacity.
This is why industrial users generally pursue high-dryness steam. Higher dryness means more stable heat exchange efficiency, more uniform heating temperature, and significantly reduced risks of pipe corrosion and water hammer, extending equipment lifespan.
The causes of wet steam cannot often be attributed solely to the boiler. Scaling and reduced separation efficiency in the boiler's internal steam-water separator are among the causes, but more problems lie in the delivery system: improper pipe diameter selection leads to excessively low flow rates, preventing condensate from being carried away in time; unreasonable pipe slope causes condensate to accumulate in low-lying areas; blocked or malfunctioning steam traps prevent proper condensate drainage; damaged pipe insulation allows for rapid heat dissipation and secondary condensation; and an improperly designed condensate recovery system results in excessive back pressure and water accumulation. These problems can cause originally qualified dry steam to become wet steam by the time it reaches the point of use.
In industrial heating scenarios, saturated steam is the absolute mainstream choice, but many people mistakenly believe that "the higher the temperature, the better the heating effect," blindly choosing superheated steam. In reality, the two have completely different applicable scenarios, and choosing the wrong one will reduce efficiency and increase costs.
Saturated steam refers to steam at a specific pressure with a temperature exactly equal to the boiling point of water. At this point, the evaporation of water and the condensation of steam are in a dynamic equilibrium. The core characteristic is: a fixed pressure corresponds to a fixed temperature.
This characteristic makes saturated steam ideal for heating processes. When saturated steam comes into contact with a low-temperature heat exchange surface, it condenses instantly, releasing all its latent heat, resulting in a heat transfer coefficient far exceeding that of other media such as hot water and thermal oil. Furthermore, by controlling the steam pressure, the heating temperature can be precisely controlled, and the setting and adjustment of process parameters are very intuitive.
The applications of saturated steam cover the vast majority of industrial heating scenarios: cooking, sterilization, and concentration in the food industry; reactor heating, distillation and reboiling, and material drying in the chemical industry; dyeing and setting in the textile industry; and other fields such as HVAC, rubber processing, and papermaking. Almost all indirect heating processes preferentially use saturated steam.
|
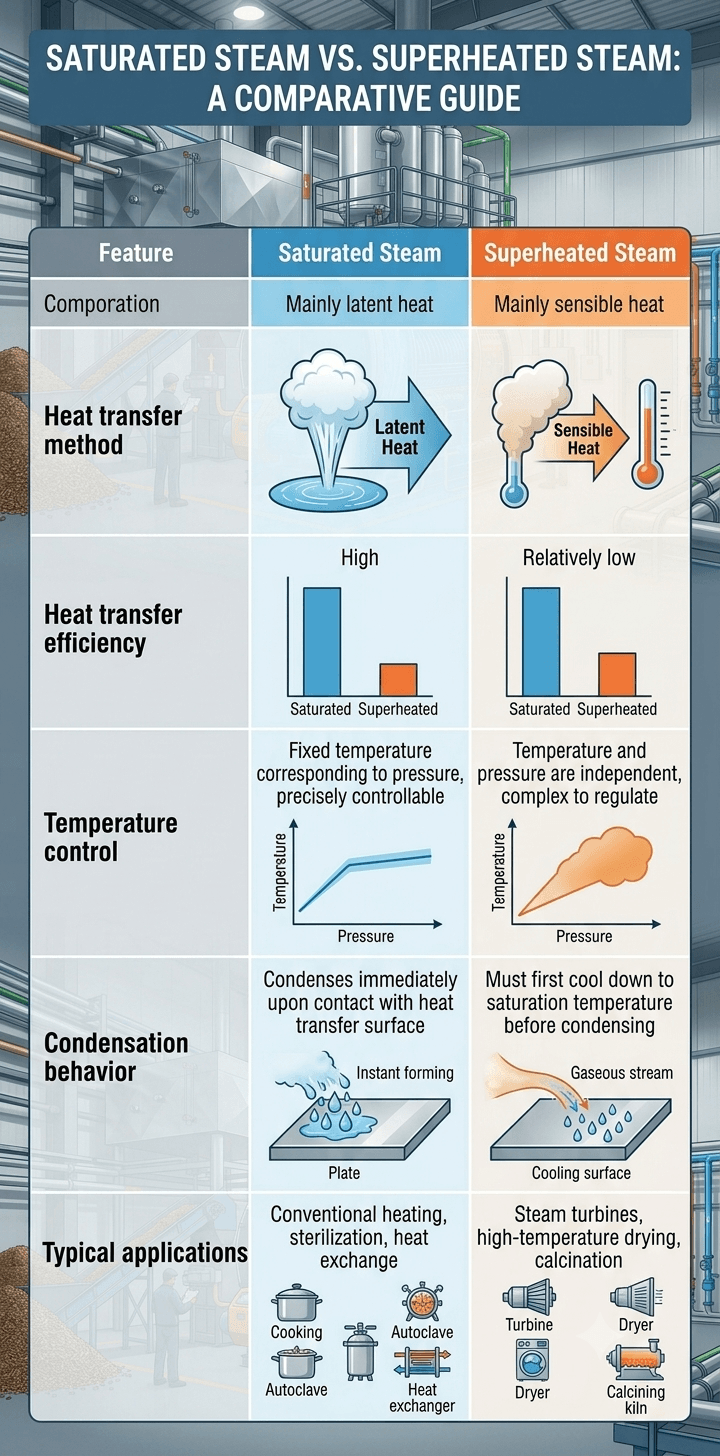
Feature |
Saturated Steam |
Superheated Steam |
|
Heat transfer method |
Mainly latent heat |
Mainly sensible heat |
|
Heat transfer efficiency |
High |
Relatively low |
|
Temperature control |
Fixed temperature corresponding to pressure, precisely controllable |
Temperature and pressure are independent, complex to regulate |
|
Condensation behavior |
Condenses immediately upon contact with heat transfer surface |
Must first cool down to saturation temperature before condensing |
|
Typical applications |
Conventional heating, sterilization, heat exchange |
Steam turbines, high-temperature drying, calcination |
Superheated steam is steam obtained by further heating saturated steam under the same pressure. The difference between its actual temperature and the saturation temperature is called the degree of superheat. It is a completely dry gaseous state, containing no liquid water droplets, which is its most fundamental difference from saturated steam.
The advantages of superheated steam are concentrated in power applications. Because there are no liquid water droplets, it will not corrode turbine blades when flowing at high speeds, significantly extending the service life of power equipment. At the same time, its higher energy density also improves work efficiency. Therefore, all steam turbines used in power generation and industrial drives use superheated steam. Some special high-temperature drying and calcination processes also utilize superheated steam, taking advantage of its high-temperature drying properties to meet process requirements.
However, for ordinary heating processes, superheated steam offers no advantage and may even reduce efficiency. Superheated steam can only transfer heat through sensible heat, with a heat transfer coefficient only about one-tenth that of saturated steam. To achieve the same heating effect, a larger heat exchange area is required. Furthermore, its temperature and pressure are not bound together, making temperature control more difficult and unsuitable for precision heating requirements. More importantly, producing superheated steam requires additional fuel consumption, which cannot be effectively utilized in conventional heating and constitutes unnecessary energy consumption.
Flash steam is an energy-saving resource easily overlooked by many factories. When high-pressure condensate is discharged into a low-pressure environment through a steam trap, the sudden pressure drop causes the boiling point of water to decrease simultaneously. Some of the condensate absorbs its own heat and evaporates, forming low-pressure flash steam. The yield of flash steam is directly related to the pressure difference before and after the discharge. For example, when saturated condensate at 10 bar is discharged into atmospheric pressure, approximately 16% of the water will flash into steam.
Recovering flash steam can directly reduce boiler fuel consumption. A well-designed recovery system can reduce fuel consumption by 5%-15%, while also recovering softened condensate, reducing water treatment costs. Whether flash steam recovery is suitable depends on three factors: condensate pressure and flow rate, whether the factory has a corresponding low-pressure steam demand, and the investment payback period. Generally, condensate pressure above 3 bar makes recovery economically worthwhile.
For the food and pharmaceutical industries, steam purity is of far higher priority than thermodynamic parameters such as temperature and pressure. Steam comes into direct or indirect contact with products, and its impurities and chemical composition directly affect product safety and regulatory compliance.
Factory steam, also known as utility steam, is produced by ordinary industrial boilers and contains conventional water treatment agents such as scale inhibitors and corrosion inhibitors. It can only be used for indirect heating scenarios, such as heating process media through heat exchangers, factory heating, and hot water supply. It must never come into direct contact with food or pharmaceuticals, nor can it be used in pharmaceutical sterilization processes.
Filtered steam is the product of physical filtration of factory steam. It can remove rust, particulate impurities, and suspended water droplets, but it cannot remove chemical agents dissolved in the steam. Many people confuse filtered steam with clean steam, which is a typical misconception—filtration can only handle insoluble impurities and does not meet the safety requirements for food and pharmaceutical contact. It is generally only used in industrial cleaning and humidification scenarios where particles are sensitive but there is no contact requirement.
Cooking steam, also known as food-grade steam, meets the safety requirements for direct food contact and can be used in food processing processes such as direct steam injection, cooking, and CIP (Clean-in-Place) in-situ cleaning.
The production of cooking steam has clear regulatory requirements: boiler feedwater must undergo deep treatment, and the addition of harmful chemicals is prohibited; pipes, valves, and equipment in contact with steam must be made of food-grade materials to prevent the release of contaminants. Different regions have corresponding industry standards, such as the US 3-A hygiene standard and the European EHEDG standard. Food production companies must ensure that their systems comply with local regulatory requirements.
Clean steam is high-purity steam specifically designed for the pharmaceutical and biotechnology industries. No chemicals are added during the production process, and the condensate quality meets purified water standards. It is mainly used in pharmaceutical moist heat sterilization, bioreactor heating sterilization, and equipment SIP sterilization, and is the most commonly used type of high-purity steam in the pharmaceutical industry.
The design and construction of clean steam systems have strict requirements: They generally use dedicated clean steam generators, purified water as feed water, and pipes and valves in contact with steam are mostly made of 316L stainless steel with electrolytic polishing on the inner walls to minimize dead zones and liquid accumulation points, thus preventing microbial growth.
Pure steam represents the highest purity level of steam, and its condensate meets the standards for Water for Injection (WFI). It is used in the most demanding pharmaceutical settings, such as terminal sterilization of injectable products, sterile API production, and sterilization of systems related to water for injection. The design, validation, and operation of pure steam systems must fully comply with GMP requirements, and regular testing for indicators such as endotoxins, microorganisms, and conductivity is conducted.
Choosing the type of steam is essentially about matching process requirements. The table below provides a reference for common scenarios. Specific projects require adjustments based on process details and regulatory requirements.
|
Application Scenario |
Recommended Steam Type |
Core Requirements |
|
Shell-and-tube / Plate heat exchanger heating |
Dry saturated steam |
Dryness ≥95%, stable pressure |
|
Direct food injection, cooking |
Culinary steam |
Food-grade purity, no odor residue |
|
Conventional pharmaceutical moist heat sterilization |
Clean steam |
No chemical additives, low endotoxin |
|
Final sterilization of injectable products |
Pure steam |
Condensate meets water for injection (WFI) standards |
|
Steam turbine power generation, drive |
Superheated steam |
Sufficient superheat, completely dry |
|
Plant heating, hot water supply |
Saturated steam / Flash steam |
No special purity requirements |
Many people believe that steam quality is only related to the boiler, but in reality, the boiler is only one part of the system. The core design of the boiler determines the upper limit of steam quality from the source. First, there's the steam-water separation system. The multi-stage separator built into the boiler directly determines the dryness of the outlet steam. A well-designed boiler can stably output steam with a dryness of over 98%. Second, there's the water treatment system. The level of feedwater treatment directly matches the steam purity requirements. From softened water to purified water and water for injection, different purities require completely different water treatment configurations. Then there's the pressure control system. Stable pressure is the foundation of stable process operation. A high-quality combustion control system can control pressure fluctuations within ±5%. Finally, there's condensate management. A reasonable drainage and recovery design can prevent the generation of wet steam during transportation and simultaneously recover energy.
Most common steam system problems in actual operation are related to improper selection or design. For example, if wet steam appears at the steam usage point, first check if the steam trap is malfunctioning and if the condensate drain point in the pipeline is set up reasonably. If necessary, install a steam separator before the equipment. If the heating efficiency is not as expected, first confirm whether superheated steam is being used incorrectly, then check the steam dryness and scaling of the heat exchanger. If compliance is not met, the core issue is an incorrect purity level. Do not attempt to substitute low-grade steam for high-grade steam; upgrading the steam system to the corresponding purity is the fundamental solution.
When selecting an industrial steam boiler system, it is essential to first clearly define the complete steam requirements and then match the boiler configuration accordingly, rather than buying the boiler first and then adapting to the process. Five key factors should be considered during selection: the steam pressure, flow rate, and temperature required by the process; whether the steam comes into contact with the product and the corresponding purity level; the types of fuels available locally; the regulatory standards and certification requirements of the industry; and the long-term energy consumption and maintenance costs.
Steam selection is never a single boiler purchase decision, but a comprehensive assessment covering the entire system from steam generation, transportation, use, and recovery. Only by simultaneously matching the thermodynamic state, purity level, and process requirements can stable production, reasonable energy consumption, and compliance be guaranteed.
If you are unsure which steam system to choose for your process, or need advice on selecting a suitable steam boiler, please contact our steam system engineers for tailored solutions.
Steam selection is a systemic decision, not just a single boiler purchase. Correctly matching the steam type can significantly improve production efficiency, reduce energy costs, and ensure product compliance.
Get A Free Customized Solution
[Our steam system engineers have 10+ years of industry experience and can provide a one-stop solution, from steam type assessment and boiler selection to system design, tailored to your specific process requirements.]
info@bidragon.com
Whatsapp:+8613373703313
What Are The Main Types Of Steam?
Steam is mainly classified along two dimensions: by thermodynamic state (wet steam, dry saturated steam, superheated steam, flash steam); and by purity level (factory steam, filtered steam, cooking steam, clean steam, pure steam).
What Are The Core Differences Between Saturated Steam And Superheated Steam?
Saturated steam has a one-to-one correspondence between temperature and pressure, relying on latent heat for heat exchange, resulting in high efficiency and suitability for most heating processes. Superheated steam has a temperature higher than saturation temperature, is a dry gas, and relies on sensible heat for heat exchange, resulting in lower efficiency and suitability for steam turbines and high-temperature special processes.
Why Is Dry Steam Emphasized In Industrial Production?
Dry steam releases all latent heat, has stable heat exchange efficiency, and provides uniform heating. Wet steam reduces heat exchange capacity, accelerates equipment corrosion, and may cause water hammer, affecting production safety.
Are Filtered Steam And Clean Steam The Same Thing?
No. Filtered steam only removes particulate impurities and still contains dissolved water treatment agents; clean steam contains no chemical additives, has a much higher purity than filtered steam, and can be used for pharmaceutical sterilization.
What Type Of Steam Is Used For Pharmaceutical Sterilization?
Conventional pharmaceutical sterilization uses clean steam. Final sterilization of high-risk products such as injectables requires pure steam, depending on the risk level of the process and regulatory requirements.
What Impact Does The Boiler Have On Steam Quality?
The boiler's steam-water separation capacity determines the upper limit of steam dryness; the water treatment system determines the steam purity level; pressure control capability affects process stability; and the accompanying condensate recovery design affects the overall system efficiency.






