
Industrial boilers serve as the core thermal equipment for manufacturing enterprises. Stable boiler ignition constitutes the critical first hurdle for ensuring the proper operation of the entire system. Many factories frequently encounter issues such as difficult ignition or repeated ignition failures followed by flameouts. When confronted with ignition faults, most boiler operation and maintenance personnel are often left to blindly and repeatedly attempt restarts, unable to quickly pinpoint the root cause of the problem. Next, I will comprehensively analyze the various causes of industrial boiler ignition failure.
An industrial boiler ignition failure refers to a fault condition in which, following a startup initiated according to a preset program, the boiler fails to successfully establish a stable flame or triggers the system's safety protection mechanisms, resulting in an automatic shutdown. This is one of the most common combustion-related faults encountered during boiler operation. Ignition failures frequently occur during scenarios such as cold starts, restarts following a shutdown, seasonal operational transitions, and startups following a prolonged period of inactivity.
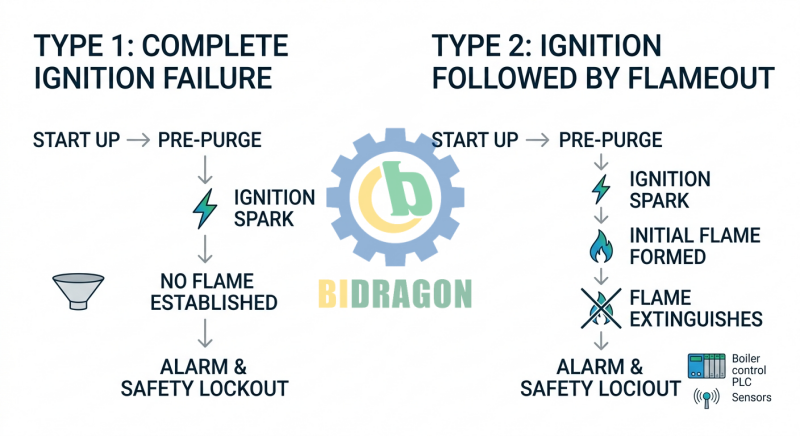
Many people tend to conflate two distinct types of ignition faults; however, the underlying causes and the appropriate troubleshooting methods for each differ significantly. The first type involves a complete failure to ignite, wherein no flame is generated at any point during the process; once the ignition sequence concludes, the system immediately reports a fault and shuts down. The second type involves ignition followed by flame failure; a flame briefly appears but fails to sustain stable combustion, extinguishing within a span of a few seconds to several tens of seconds, at which point the system immediately triggers a safety lockout.
During routine operations, ignition failures manifest in various observable ways. The most common manifestation is the equipment repeatedly attempting the ignition sequence without ever successfully establishing combustion. Some boilers will display a "flame loss" alarm code, resulting in a direct lockout of the burner that prevents any subsequent restart attempts. In some cases, ignition delay may occur, where it takes a long time to ignite after the start command is issued. These hidden faults also require close attention from maintenance personnel.
Many operators tend to treat an ignition failure as a minor, routine glitch. They are accustomed to repeatedly restarting the equipment in an attempt to reignite it. However, this practice poses significant safety hazards and is one of the primary causes of boiler-related accidents in industrial settings.
The most critical risk associated with ignition failure is the accumulation of fuel within the furnace chamber. When ignition attempts fail repeatedly, unignited gas or fuel remains trapped inside the furnace and flue passages. Once these combustible substances reach a certain concentration, a subsequent ignition attempt can trigger a furnace deflagration. In severe cases, this can cause structural damage to the boiler body, flues, and burners, thereby endangering the safety of on-site personnel.
Beyond safety risks, frequent ignition failures also trigger a cascade of production-related issues. A malfunction results in an immediate boiler shutdown, disrupting the overall production workflow. The process of repeated ignition attempts leads to a continuous waste of fuel. Furthermore, incompletely combusted substances reduce combustion efficiency, resulting in substantial energy waste over the long term. Frequent shutdowns due to malfunctions, coupled with the associated repair work, also serve to shorten the overall service life of the boiler equipment.
Conducting timely troubleshooting of ignition faults and performing routine preventive maintenance are fundamental prerequisites for ensuring the safe, stable, and cost-effective operation of boiler systems.
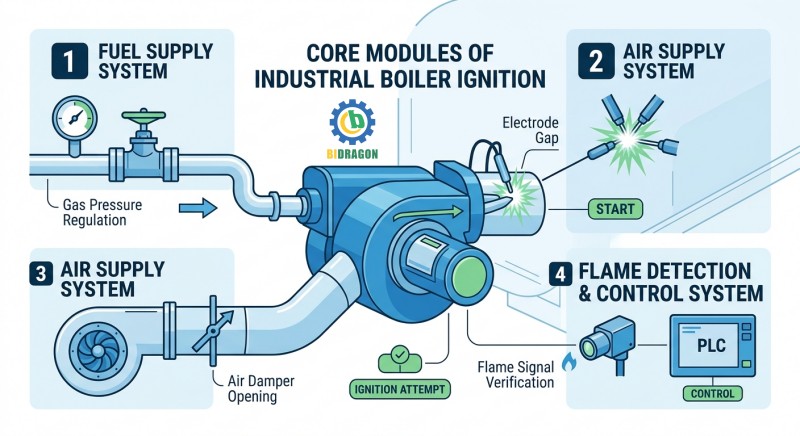
The successful ignition of an industrial boiler is the result of the collaborative operation of multiple systems. The entire ignition process relies primarily on four core modules: the fuel supply system, the ignition system, the air supply system, and the flame monitoring and control system. Any anomaly occurring within a single module will directly result in ignition failure. The vast majority of ignition faults encountered in the field can be traced back to either a singular issue or a combination of overlapping issues within these four systems.
Fuel is the fundamental prerequisite for boiler ignition. Anomalies in the fuel supply constitute the most frequent cause of ignition failure. The specific manifestations of such faults differ between gas-fired and oil-fired boilers.
For gas-fired boilers, gas pressure is the primary influencing factor. Insufficient gas pressure results in an inadequate volume of fuel entering the furnace, thereby preventing the formation of an ignitable combustible mixture. Frequent fluctuations in gas pressure cause the concentration of the fuel-air mixture to oscillate; consequently, even if ignition is momentarily successful, the flame will quickly extinguish. Common causes of such pressure anomalies include malfunctions in the plant's gas network pressure-regulating valves, clogged gas filters, and insufficient supply from the distribution network.
Valve malfunctions within the fuel supply lines can also interrupt the normal flow of gas or oil. Issues such as stuck solenoid valves, aging valve core seals, or valves failing to open fully can all prevent fuel from reaching the burner properly. When a boiler is restarted following a prolonged shutdown, a significant amount of air often remains trapped within the pipelines. If this air becomes entrained in the fuel stream, it dilutes the concentration of the combustible medium, leading directly to ignition failure.
In oil-fired boilers, ignition issues tend to center more on the fuel atomization process. When the fuel oil temperature is too low, its viscosity increases significantly. Highly viscous fuel cannot be adequately atomized by the burner nozzle; instead of forming a fine fuel-air mist, it produces liquid droplets, rendering proper ignition impossible. In boilers that have been in long-term operation, burner nozzles are prone to clogging due to accumulated oil residue and carbon deposits, resulting in a progressive deterioration of atomization efficiency. This is a primary underlying cause of frequent ignition failures in older oil-fired boiler systems.
The ignition system is the core component responsible for initiating combustion in a boiler. It relies primarily on the coordinated operation of an ignition transformer and ignition electrodes. The ignition transformer converts low-voltage electricity into high-voltage electricity, thereby supplying the electrodes with the energy required for ignition. The ignition electrodes generate a spark through high-voltage discharge, igniting the combustible fuel mixture within the furnace chamber. Even minor anomalies within this assembly can directly lead to issues such as a complete failure to ignite, weak ignition, or flameout.
The most common issue encountered in the field is carbon buildup on the electrodes. After prolonged boiler operation, oil residue and dust tend to accumulate on the electrode surfaces. This carbon buildup consumes high-voltage energy, resulting in a weakened spark that lacks the intensity to bridge the air gap and ignite the fuel. Furthermore, improper adjustment of the electrode gap following maintenance work by operations and maintenance personnel is a frequent problem. If the gap is too wide, an effective spark cannot be generated; conversely, if the gap is too narrow, a short-circuit discharge occurs, similarly preventing successful ignition.
Aging, physical damage, or deterioration of the insulation on the ignition cables can lead to high-voltage leakage. When leakage occurs, the ignition energy delivered to the electrodes is significantly attenuated, resulting in delayed ignition or a complete failure to ignite. A humid environment and backflow of water vapor in the furnace can also affect the ignition system. In humid conditions, the electrodes and associated wiring become susceptible to surface tracking (creepage discharge), causing a substantial decline in ignition stability.
Boiler ignition imposes strict requirements on the air-fuel ratio. An imbalance in the fuel-to-air mixture is a subtle yet frequent cause of ignition failure. Whether the air volume is excessive or insufficient, a stable combustion flame cannot be established.
The blower serves as the core component of the air supply system. Malfunctions in the blower motor or poor electrical connections can prevent the blower from starting properly, resulting in an insufficient supply of combustion air within the furnace. In cases where the blower operates normally, a stuck damper actuator or deformed damper blades can restrict the damper opening; consequently, the incoming airflow fails to meet the standards required for ignition. Under these conditions, the fuel cannot combust fully, leading to the phenomenon of rapid flameout immediately following ignition.
Many operators tend to overlook the issue of excessive airflow. During a cold start, the furnace temperature is extremely low; if the damper opening is too wide, a large volume of cold air will rush into the furnace. The nascent, fragile flame is then directly extinguished by this airflow, resulting in ignition failure.
Abnormal furnace pressure can also adversely affect ignition performance. When the negative pressure within the furnace is excessively high, external cold air continuously surges in, diluting the combustible mixture. Conversely, when the negative pressure is too low, internal exhaust gases cannot be expelled; the residual inert gases then impede combustion, significantly reducing the probability of successful ignition.
The flame monitoring system serves as the core safety safeguard for a boiler, relying primarily on flame scanners and UV sensors to capture flame signals. Once the boiler is ignited, these sensors continuously monitor the flame status in real-time; the boiler enters its normal operating mode only after the system confirms that combustion is stable. If the detection system malfunctions, even if the boiler has successfully ignited, the system will determine that the ignition has failed and trigger a shutdown protection.
Sensor contamination is the most common cause of failure. Dust and oil residue generated during boiler operation can accumulate on the lenses of the UV sensors, thereby obstructing their line of sight. When the sensors are unable to capture a flame signal, the system triggers a "flame loss" alarm. Prolonged operation or improper maintenance can also lead to sensor misalignment; if a sensor deviates from its standard detection position, it becomes unable to accurately identify the flame.
Electrical signal interference and poor electrical connections can disrupt the transmission of flame signals. Intermittent or erratic signals may cause the system to misinterpret the flame status, leading to the frequent triggering of the flame-out protection mechanism. Furthermore, sensors are consumable components; after prolonged use, they are prone to component aging and a decline in sensitivity. Aged sensors struggle to accurately capture the faint initial flame during startup, representing a significant underlying cause of ignition delays and recurrent flame-outs.
Industrial boilers are equipped with multiple safety interlock mechanisms designed to prevent ignition operations under hazardous conditions. If any of the interlock conditions are not fully met, the boiler's ignition sequence is immediately locked out, rendering it impossible to initiate the ignition process. Many seemingly erratic ignition failures are, in essence, the result of the interlock protection system being triggered.
During routine operation, low water levels constitute the most common cause for interlock activation. When the boiler water level drops below the safety threshold, the system immediately inhibits ignition to prevent dry-firing accidents and potential explosions. Furthermore, failure to complete the furnace purge cycle, insufficient air pressure from the blower fan to meet startup requirements, or a failure to reset an emergency stop button will also result in the ignition sequence being locked out. Some operators attempt to force ignition by bypassing the purge cycle; this not only results in ignition failure but also leads to the accumulation of combustible gases, thereby creating significant safety hazards.
Logical faults within the PLC control system can also interrupt the ignition process. Programming errors, timing discrepancies, or inadvertent parameter modifications within the control system can disrupt the proper sequencing and coordination of ignition, fuel supply, and air supply commands. In such instances, although the individual components themselves may be free of defects, the overall ignition sequence cannot proceed as intended, ultimately resulting in an ignition failure.
Looking for a detailed boiler solution? Click here to leave your contact details, and a professional sales engineer from Bidragon will provide you with a proposal.

Most boiler ignition failures are not sudden occurrences; rather, various warning symptoms typically manifest in advance during equipment operation. By promptly detecting these signals and addressing potential hazards proactively, it is possible to prevent equipment downtime and safety accidents.
Delayed ignition is the most immediate warning sign. If it takes significantly longer than usual for the flame to ignite after the equipment startup command has been issued, it indicates insufficient energy within the ignition system or instability in the fuel supply. Frequent flameouts are another typical precursor; if the flame repeatedly extinguishes shortly after successful ignition, it suggests an imbalance in the air-fuel ratio or abnormal sensitivity in the flame detection system.
Abnormal operating conditions of the burner also require close attention. If the burner exhibits noticeable vibration or emits unusual noises during the ignition phase, it is highly probable that this is caused by incomplete combustion or an improper fuel-air mixture ratio. Furthermore, if a distinct odor of fuel gas lingers around the burner after the equipment has shut down, it indicates that the fuel did not undergo complete combustion. This points to the presence of either a fuel leak or a combustion deficiency. If these minor anomalies persist, they will very quickly escalate into a complete ignition failure.
If a boiler ignition failure occurs, do not attempt to restart the unit repeatedly. Blind operation can exacerbate safety risks; the correct approach is to systematically troubleshoot the fault by proceeding from simple to complex steps. The specific troubleshooting procedures are as follows:
Check Equipment Alarm Codes: Prioritize checking the fault codes displayed by the boiler's control system. The built-in fault codes allow for the precise identification of the general scope of the problem, serving as the most efficient basis for troubleshooting. The code allows for quick differentiation of fault types. It determines whether the fault is an interlocking fault, a flame detection fault, or a control system fault, avoiding blind troubleshooting.
Inspect Ignition Spark Status: Open the burner's inspection port and manually initiate the ignition sequence to observe the operating status of the electrodes. If conditions such as an absence of sparks, weak sparks, or spark misalignment are observed, it can generally be concluded that the ignition system is at fault. Focus the investigation on common issues such as carbon buildup on the electrodes, incorrect electrode spacing, or damaged ignition wiring leading to electrical leakage.
Verify Fuel Supply Conditions: Monitor the readings on the gas or oil pressure gauges to confirm that the pressure falls within the equipment's standard operating range. Systematically check the fuel filters, supply lines, and control valves one by one to rule out issues such as line blockages, stuck valves, or insufficient pressure. For equipment being restarted after a prolonged shutdown, it is essential to purge any residual air from the supply lines beforehand; failure to do so may result in air diluting the fuel concentration, leading to ignition failure.
Inspect the Combustion Air System: Upon starting the equipment, verify that the blower is operating normally and confirm that the damper opening is appropriately set for the boiler ignition conditions. During the cold-start phase, the damper opening must be reduced slightly to prevent an excessive volume of cold air from extinguishing the initial flame. Simultaneously, monitor the furnace negative pressure readings to ensure that furnace pressure remains within the standard operating range, thereby preventing ignition failures caused by pressure anomalies.
Verify the Flame Detection System: Clean any oil residue or dust from the surfaces of the UV sensors and flame scanners, and inspect their mounting positions to ensure they have not shifted or come loose. Systematically inspect each signal transmission line to check for signs of aging, looseness, or poor contact; resolve any issues related to external signal interference or signal interruption to guarantee the accuracy and stability of the flame detection signals.
Validate PLC Safety Interlock Status: Review the control system's interlock parameters to confirm that the boiler water level is normal, the furnace purge cycle has been completed, the fan air pressure meets the required standards, and the emergency stop button has been reset. Attempt to re-ignite the boiler only after all safety interlock conditions have been cleared and a thorough inspection has confirmed the absence of any anomalies. It is strictly prohibited to attempt a forced start of the equipment before the entire inspection and verification process has been completed, in order to eliminate potential safety hazards.
The vast majority of boiler ignition failures can be preempted through regular maintenance. Consistent routine maintenance significantly reduces the frequency of malfunctions and extends the service life of the equipment.
The burner is the central component of the maintenance process. Operators must regularly dismantle and clean the ignition electrodes, thoroughly removing surface carbon deposits and oil residue, and recalibrate the electrode gap to ensure a stable ignition spark. Flame scanners and UV sensors should be regularly wiped down and calibrated to prevent dust accumulation from compromising detection accuracy; aging sensors must be replaced promptly.
The boiler's safety interlock functions require periodic testing to verify that the operational logic for water level protection, air pressure protection, purge interlocks, and emergency stop interlocks is functioning correctly. Proactive troubleshooting of interlock failures and parameter drift issues helps prevent sudden malfunctions during operation.
The fuel system requires continuous monitoring. Regularly inspect gas and oil operating pressures, clean impurities from fuel filters, and check the sealing integrity and operational responsiveness of pipelines and valves. For oil-fired boilers, the oil temperature must be adjusted according to ambient conditions to prevent excessive viscosity from impairing the atomization process.
Combustion air parameters require periodic verification; adjust damper openings and fan speeds to ensure an optimal air-to-fuel ratio across various operating conditions. Additionally, regularly inspect electrical wiring, ignition cables, and control modules to identify and resolve latent issues such as aging insulation, electrical leakage, or poor contact connections.
A systematic troubleshooting logic combined with routine preventive maintenance constitutes the key to resolving ignition failures in industrial boilers. Operators must be thoroughly familiar with the equipment's warning signals to avoid engaging in blind or haphazard test-run operations. Diligent daily maintenance of the boiler can effectively mitigate ignition failure issues at their source. This not only ensures the long-term safe and stable operation of the industrial boiler but also effectively reduces equipment maintenance and operation costs, thereby safeguarding the continuity of factory production.






