
In the field of industrial heating, thermal oil heater has become the first choice of many enterprises by virtue of its high efficiency and stability. It uses thermal oil as a heat carrier, can be driven by electricity, fuel oil, gas, coal and other energy sources. So, how exactly does this particular industrial heating equipment operate? In this article, we will analyze the working principle of thermal oil heater, to open the mystery of its efficient heating.
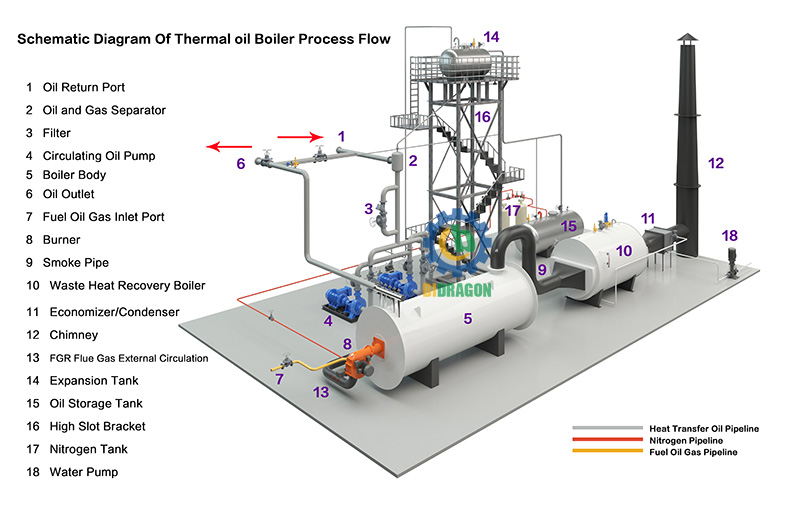
Heat transfer oil furnace, also known as organic heat carrier furnace or thermal oil heater, is a forced liquid phase circulation of the special industrial furnace. During its operation, the circulating oil pump pushes the thermal oil to circulate in the system, transferring the heat energy to the heat-using equipment and then returning to heat it, forming a complete circulating heating system. This kind of heating method does not need to produce steam, and can realize high temperature heating under low pressure, which is much safer than the traditional steam boiler.
Looking for a thermal oil heater tailored to your specific process temperature, fuel type, and operating conditions? A well-designed system not only improves thermal efficiency but also significantly extends equipment and thermal oil service life. Choosing the right manufacturer at this stage is critical for long-term stable operation.

Fuel supply system is the foundation of stable operation of heat transfer oil furnace, which contains excavator, fuel hopper, conveyor belt, screw conveyor and other equipments. These equipments realize the quantitative and dynamic supply of fuel through automatic control. Meanwhile, the weighing device in the system can accurately measure the fuel consumption to ensure the heating efficiency.
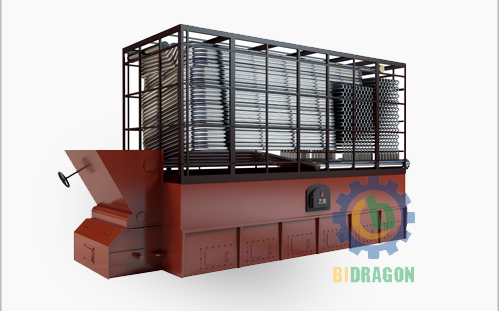
The chain grate combustion chamber is the core area of heat generation. Fuel is stored in the front hopper and then fed evenly into the combustion chamber through the chain grate. The grate is driven by the front and rear shafts, and runs continuously under the drive of the gearbox, gradually feeding the fuel into the combustion area. At the same time, air enters from the back of the combustion chamber and comes into full contact with the fuel through the bottom air chute to ensure full combustion. The high temperature flue gas produced by combustion will rise to the top of the furnace body to heat the heat transfer oil.
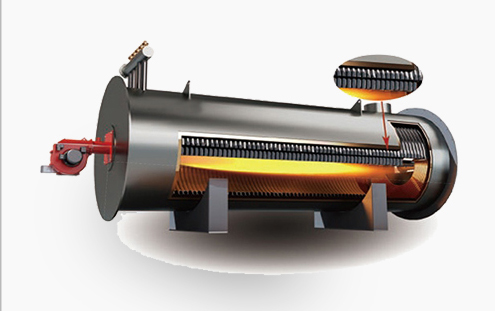
The furnace body is located above the combustion chamber and consists of heat exchanger tubes, which are divided into two parts: radiant tubes and convective heat exchanger tubes. The high temperature flue gas first enters the area of the radiation heat exchanger tube, utilizing the principle of radiation heat transfer at high temperature to transfer heat. As the temperature decreases, the flue gas enters the convection heat exchanger tube area and continues to heat the heat transfer oil by convection.
Design and operation process, the tube oil speed control is critical. Oil speed is too low will lead to high wall temperature, triggering the coking of heat transfer oil; oil speed is too high will increase the system resistance, improve equipment investment and operating costs. Therefore, reasonable design of oil speed is the key to protect the life and economy of thermal oil heater.
The air preheating system is an important link to improve the combustion efficiency. The air supply fan sends the outdoor air into the air preheater to exchange heat with the flue gas. The preheated air (temperature up to 100-150℃) enters the combustion chamber, which not only promotes the full combustion of fuel, but also recovers the residual heat of the flue gas and reduces fuel consumption. However, the temperature of the air supply should not be too high, otherwise it will shorten the service life of the combustion chamber and grate.
In order to meet the requirements of environmental protection, the heat transfer oil furnace is equipped with a perfect flue gas treatment system. Depending on the fuel type, equipment such as bag filter, electrostatic precipitator or venturi combined with wet and dry filtration tower can be used. Typical treatment process includes: cyclone separator to separate large particles of dust, bag filter or electrostatic precipitator to capture fine dust, to ensure that the emission standard is met.
The induced draft fan is responsible for extracting the treated flue gases and discharging them through the chimney. In addition, it maintains negative pressure operation of the combustion chamber to prevent flue gas leakage and ensure operational safety. The chimney serves to raise the discharge height and lower the ambient temperature, as the temperature of the flue gases is still high (approx. 100°C).
Most of the ash produced after fuel combustion is discharged at the end of the combustion chamber, falls into the water tank for cooling, and is transported out by the drag chain. A small amount of fine ash discharged with the flue gas is arrested in the air preheater and flue gas treatment system. Ash removal system design needs to be selected according to the amount of ash and site conditions, small systems can be collected using bags, large systems need to be equipped with automated ash collection devices.
Circulating oil pump is the power core of thermal oil circulation, it will be heated thermal oil transported to the production line, and then the cooled thermal oil pumped back to the furnace to heat, forming a closed-loop cycle. Oil pump selection needs to be comprehensive consideration of the type of thermal oil, operating temperature, flow rate and system resistance, too large or too small flow rate will affect the system efficiency and safety.
Expansion tanks are located at the highest point of the system and are used to contain the thermal expansion of the heat transfer oil, ensuring that the system is always filled with media. Oil storage tanks are usually buried in the ground, mainly used for equipment maintenance to store thermal oil, its volume to meet the system's maximum oil storage requirements.
Optimizing your industrial heating efficiency starts with a precision-engineered system. Our technical team can help you design a customized thermal oil heater layout tailored to your specific facility requirements
Fuel combustion and heat generation: After the fuel enters the combustion chamber, it is fully combusted under the action of combustion air provided by the air blower to produce high-temperature flue gas. The continuous operation of the chain grate enables the fuel to enter the combustion area evenly, ensuring the continuity of the combustion process.
Heat transfer: The high temperature flue gas rises to the furnace body and passes through the area of radiant heat exchanger first. At this time, because of the extremely high temperature of the flue gas, radiation-based heat transfer will be a large amount of heat transfer to the heat transfer oil in the tube. As the temperature of the flue gas decreases, it enters the convection heat exchanger area and continues to heat the heat transfer oil by convection. In this process, it is important to strictly control the flow rate of heat transfer oil in the tube, the appropriate flow rate can ensure efficient heat transfer, but also to prevent the heat transfer oil due to local overheating and deterioration, coking.
Thermal oil circulation: heated thermal oil in the circulating oil pump, along the pipeline to each heat equipment, release heat to meet the needs of industrial production. After completing the release of heat, the low-temperature heat conduction oil will be returned to the heat conduction oil furnace through the pipeline to be heated again, so as to form a closed circulation system to ensure the continuous supply of heat.
Flue gas treatment and emission: the flue gas, the temperature of which has been greatly reduced after heat transfer, first enters the air preheater to transfer its residual heat to the combustion air to improve the combustion efficiency. Subsequently, the flue gas enters the flue gas treatment system, after dust removal, desulfurization and other purification treatments, to meet the environmental protection emission standards, the induced draft fan through the chimney discharged into the atmosphere.
System auxiliary functions: the automatic exhaust device in the system will discharge the gas generated during the cycle in a timely manner to prevent gas resistance affecting the circulation of heat conduction oil; replenishment pipeline according to the system demand, timely replenishment of heat conduction oil to ensure that the system is always in a state of full load operation .
This type uses coal, wood, biomass, etc. as fuel, which is suitable for areas rich in solid fuel resources, and is especially suitable for enterprises that need to deal with industrial waste. However, due to the need for frequent treatment of ash and flue gas emission treatment is complex, its maintenance costs are high, and the thermal efficiency is relatively low.
Fueled by petroleum products such as light diesel oil and heavy oil, it is characterized by high thermal efficiency and easy operation, and is suitable for industries with high requirements for heat supply stability. However, it is affected by the fluctuation of oil price, the operation cost is higher, and the storage and transportation of fuel need to meet the safety norms.
Adopts gaseous fuels such as natural gas and liquefied petroleum gas (LPG), which has the advantages of high efficiency and environmental protection, easy maintenance, fast heating speed and clean emission. However, this type of equipment relies on a stable gas supply, the initial equipment investment costs are relatively high.

Utilizes electric energy for heating, featuring clean and pollution-free, precise temperature control, and suitable for areas with strict environmental requirements. However, due to the high cost of electricity, its application scenario is mainly focused on small-scale heating or temperature control requirements of the process.
Low-pressure and high-temperature: high-temperature heating above 300℃ can be realized at atmospheric pressure or low pressure, which significantly improves the safety compared with steam boiler.
High efficiency and energy saving: closed-loop circulation system minimizes heat loss, high energy utilization.
Easy maintenance: no complex water treatment equipment, simple system structure, low maintenance costs.
Wide range of applications: can be adapted to a variety of energy sources, suitable for chemical, textile, food and many other industrial fields.
Chemical industry: used for reactor heating, distillation concentration and other processes.
Textile industry: to meet the temperature requirements of dyeing, drying and other processes.
Food industry: used in baking, frying, dehydration and other food processing.
Pharmaceutical industry: to provide a stable heat source for pharmaceutical production, sterilization and other processes.
Other industries: also widely used in plastic processing, rubber vulcanization, paper drying and other fields.
Thermally Conducted Oil Furnace has become an important equipment for modern industrial heating by virtue of its unique working principle and significant advantages. An in-depth understanding of its system structure and operation mechanism helps enterprises to choose the right type of equipment according to their own needs, and realize the goal of efficient, safe and economical heating. With the continuous progress of technology, thermal oil heater will play an important role in more areas.






