
A boiler deaerator is a device that can effectively remove dissolved gases (such as oxygen and carbon dioxide) from feed water. By removing these gases, it can significantly reduce the risk of corrosion inside the boiler, thereby improving boiler operating efficiency and ensuring stable operation of industrial steam systems.
Boiler deaerators are essential for industrial steam systems. They can effectively protect boiler equipment from damage caused by gas corrosion and reduce equipment repair and replacement costs. At the same time, reducing equipment failure rates means reducing downtime caused by equipment failure, improving production continuity, thereby reducing operating costs, and extending the overall service life of equipment.
This article is mainly aimed at plant managers, engineers, and facility operators in industrial steam systems, aiming to provide them with professional knowledge of boiler deaerators to help them better manage and maintain equipment.
Oxygen and carbon dioxide are the main gases that cause corrosion in boilers and related systems. Among them, oxygen is 10 times more corrosive in high temperature environments than at room temperature, and carbon dioxide can also cause damage to the system when combined with water. When oxygen and carbon dioxide are present at the same time, their synergistic effect can increase the degree of corrosion by up to 40%, which can easily cause pitting and seriously damage the system structure.
If the makeup water is not treated, the gases it contains may cause serious consequences. For example, untreated makeup water can dissolve 50 pounds of iron in a week, which not only causes material loss, but also may cause pipeline blockages, equipment failures and other problems, greatly increasing maintenance costs and downtime.
Carbon dioxide reacts chemically in condensate water to form carbonic acid (H₂CO₃). Carbonic acid is highly corrosive and will cause continuous corrosion to equipment such as pipes and heat exchangers, affecting the normal operation and service life of the equipment.
The mechanical deaeration process of the deaerator is based on Henry's law and Dalton's partial pressure principle. The three core steps of heating, stirring and exhausting work together to achieve efficient deaeration:
Heating: The inlet water is quickly heated to the saturation temperature at the corresponding pressure through a steam-water heat exchanger (the error is controlled within ±2℃). Under the action of thermodynamics, the solubility of gas decreases exponentially with the increase of temperature. Taking the temperature rising from 20℃ to 100℃ as an example, the solubility of oxygen in water drops sharply from 9mg/L to 0.01mg/L, creating thermodynamic conditions for subsequent degassing.
Agitation: Using steam jet or rotary film disturbance technology, high-temperature steam impacts the surface of the water film at a flow rate of 15-25m/s to form violent turbulence. This process significantly increases the gas-liquid mass transfer area (up to 3-5 times that of conventional static contact), while breaking the gas-liquid balance on the surface of the water body and accelerating the diffusion and release of gas.
Exhaust: The released non-condensable gas (O₂, CO₂, etc.) is discharged through an adjustable exhaust valve after the water droplets carried by the multi-stage separation device are removed. In order to avoid steam waste, some deaerators are equipped with a residual steam recovery system to reuse the heat energy in the exhaust gas for water preheating.
The efficient operation of the deaerator depends on the precise coordination of three functional modules:
Water inlet/heating module: integrated spiral tube preheater and water spraying tray box, through the three-stage heating process (preheating to 70-80℃, secondary heating to 95℃, and final saturation temperature) to achieve step-by-step degassing. This module adopts variable flow control technology, which can automatically adjust the amount of heating steam according to load changes to ensure stable deoxygenation effect under 50%-110% rated conditions.
Flushing module: The core component is a rotary film packing layer made of stainless steel. Water forms a uniform water film with a thickness of 0.3-0.5mm on the surface of the corrugated plate, which is fully in contact with the reverse flow of steam. Measured data show that this structure can reduce the residual oxygen content from 50μg/L to below 7μg/L, meeting the requirements of GB/T 1576-2018 "Industrial Boiler Water Quality".
Water storage tank: It adopts a conical bottom design and is equipped with an anti-rotation guide device to ensure that the water flow fluctuation is ≤±5%. The inside of the tank is equipped with an emergency water replenishment, overflow protection, and water level three-impulse adjustment system. At the same time, an electric heating device is integrated to provide an auxiliary heat source during cold start to ensure that the unit is quickly put into operation.
Design features
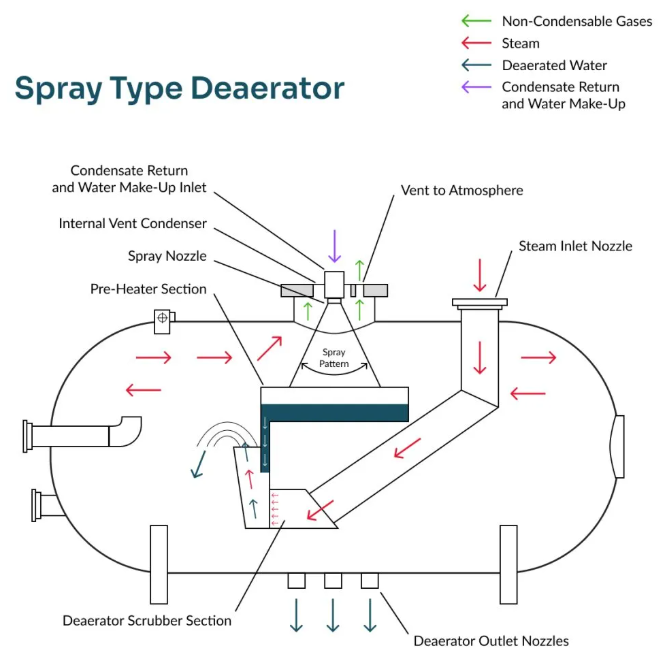
The spray deaerator sprays water into a steam-filled space through a nozzle. The water is fully in contact with the steam during the atomization process, accelerating the release of gas.
Advantages, disadvantages and solutions
The advantage is that it has a compact structure and a high deoxidation efficiency under stable load conditions; the disadvantage is that it needs to operate at more than 25% of the design load, and when the condensate return volume is large, it is easy to have a pressure drop problem. To solve this problem, the spray deaerator is usually used in combination with a buffer tank to stabilize the water flow.
Design Features
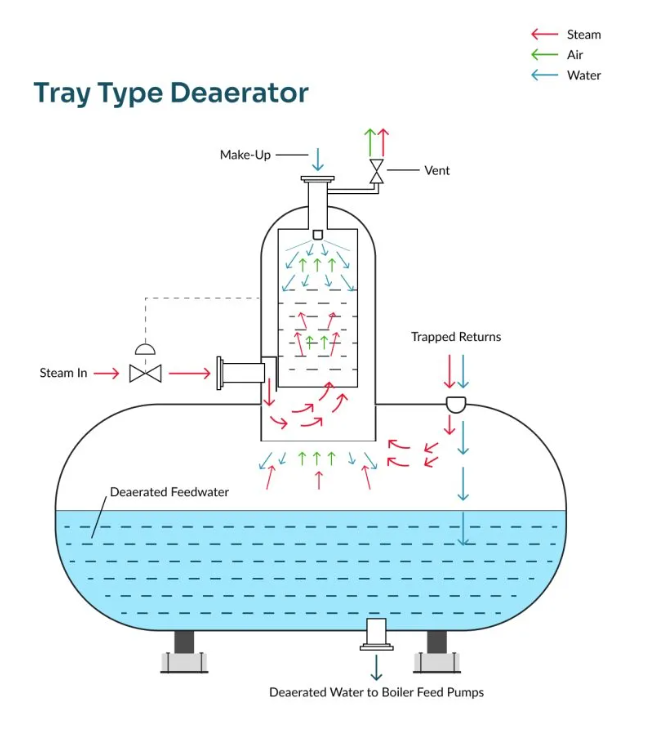
The tray type deaerator utilizes a series of perforated trays arranged in stages within a vertical deaeration tower. Feedwater is distributed over these trays and flows downward in thin films or droplets. At the same time, low-pressure steam rises in a counterflow direction, contacting the water across a large surface area. This extended contact allows for efficient heat transfer and gas removal, based on the principles of Henry's Law and partial pressure differential.
Advantages and disadvantages
The key advantage of tray type deaerators is their excellent deaeration efficiency, even under variable operating conditions. They maintain consistent performance across a wide load range and allow for easy inspection and maintenance due to their open structure.
However, the disadvantage lies in their relatively larger footprint compared to compact spray-type designs and higher fabrication complexity, which may lead to increased initial investment.
The deaerator achieves deep treatment of industrial water through physical and chemical dual mechanisms, and builds a core protection barrier for the thermal system:
Gas removal: Using the principle of thermal deoxygenation, the solubility of oxygen and carbon dioxide in water is reduced under high temperature and high pressure environment, so that it escapes from the liquid phase; at the same time, chemical agents are used to assist deoxygenation to form a double guarantee. Taking a thermal power plant as an example, if the dissolved oxygen content in the water exceeds 50μg/L, the annual corrosion rate of carbon steel pipelines can reach more than 0.1mm, and after being treated by a deaerator, the oxygen content can be stably controlled below 7μg/L, which curbs the safety hazards such as equipment perforation and leakage caused by oxygen corrosion from the root.
Feedwater heating: The feedwater temperature is raised to a near saturated state through reverse convection heat exchange between steam and feedwater. In a subcritical boiler system, a deaerator usually preheats the feed water temperature from room temperature to 150-180℃, significantly reducing the temperature difference between the feed water and the boiler drum. This process not only reduces metal fatigue damage caused by thermal stress, but also increases the boiler combustion efficiency by 2%-3%, reducing fuel consumption.
System protection: The dual functions of the deaerator work together to extend the service life of key components of the thermal system by 3-5 years. Taking the high-pressure heater as an example, the feed water preheated by deaeration can reduce the corrosion rate of its tube bundle by more than 60%, while reducing the risk of cracks at the welds caused by thermal shock, greatly reducing the number of unplanned shutdowns, and ensuring the long-term stable operation of the system.
The application of deaerators brings multi-dimensional benefits to industrial production:
Cost savings: Taking a medium-sized chemical plant as an example, after using a thermal deaerator, the annual use of chemical deoxidizers (such as hydrazine) can be reduced by more than 70%, directly saving about 500,000 yuan/year in reagent procurement costs. At the same time, the equipment maintenance cycle is extended from an average of 4 times per year to 1-2 times, and the maintenance cost is reduced by more than 40%.
Efficiency improvement: The preheated feed water shortens the boiler startup time by 20%-30%, reducing fuel waste during the cold startup phase. Under continuous operation conditions, each 200MW unit can save about 12,000 tons of standard coal per year through deaerator optimization, which is equivalent to an economic benefit of more than 8 million yuan.
Steam quality improvement: The three-stage separation device (cyclone separator, corrugated plate separator, porous plate) deeply removes non-condensable gases to achieve a steam purity of more than 99.9%. This indicator is particularly critical for industries such as food processing and pharmaceutical production, and can effectively avoid product quality defects caused by steam impurities.
Sustainability: The efficient operation of the deaerator increases the system thermal efficiency by 5%-8%, corresponding to an annual reduction of carbon dioxide emissions of 3,000-5,000 tons. Combined with the new low-energy deaeration technology, the equipment's self-consumption of steam can be further reduced, helping enterprises achieve green manufacturing goals and meet the national "dual carbon" strategic requirements.
Operators should record the pressure and temperature data of the deaerator daily. By analyzing these data, abnormal equipment operation can be discovered in time to ensure that the deaerator operates within the normal parameter range.
The dissolved oxygen content at the outlet of the deaerator should be tested every year to evaluate the deaeration effect; the internal equipment should be checked regularly to check whether the water tray, spray valve and other components are damaged, and the faulty components should be replaced in time to ensure the normal operation of the equipment.
When conducting related tests such as dissolved oxygen detection, the use of chemical deoxidizers should be temporarily stopped to obtain accurate test data and provide a reliable basis for equipment operation status evaluation and maintenance.
The above article systematically introduces all aspects of boiler deaerator knowledge. If you think some parts need to be further expanded or have other modification suggestions, please feel free to let us know.






